Slibning af rundsavklinger

Det korrekte valg af vinklen for slibning af skiver til en maskine eller til en rundsav er en vigtig komponent for succes, når du udfører alle operationer selv. Genoprettelse af tændernes skarphed i dette tilfælde er af særlig betydning, mesteren skal handle meget omhyggeligt. Det er værd at tale mere detaljeret om, hvordan man korrekt skærper et savblad med loddet træ med egne hænder.
Hvordan bestemmer man slitage?
Faldet i kvaliteten af skæreelementet er i høj grad forbundet med et fald i skarpheden af dets tænder. Slibning af rundsavklinger skal udføres rettidigt, før der opstår dybe skader, hvilket gør restaurering umulig. Fastlæggelse af tegn på slid er en opgave, der kræver særlig opmærksomhed fra værkføreren.

Slibning er nødvendig, hvis værktøjet opfører sig på en speciel måde.
- Varmer kraftigt op, ryger. Et sløvt savblad øger belastningen på motoren. Når den er overophedet, begynder den at generere varme intensivt, ryger og kan endda svigte.
- Kræver øget tryk. Denne funktion gælder hovedsageligt for modeller med en mekanisk type materialeforsyning. Hvis du skal bruge mere kraft end normalt, når du skærer, er det værd at tjekke knivens skarphed.
- Efterlader spor af kulstofaflejringer, olier og en specifik ubehagelig lugt på emnet.

Ethvert af disse tegn, afsløret under driften af rundsaven, indikerer, at det er tid til at udskifte eller slibe bladet. Graden af slid kan kun bestemmes mere nøjagtigt ved at fjerne den fra værktøjet.
Skærpende principper og vinkler
Skæretænderne i rundsavsklingens design har 4 planer: 2 side, for og bag. Ifølge deres form er alle disse elementer opdelt i flere grupper.
- Lige. Sådanne tænder er efterspurgte ved savning af materialer i længderetningen med hastighed. Kvaliteten og nøjagtigheden af skæringen er ikke særlig vigtig.
- Skrå. Tænder af denne type har altid et skråplan forskudt til venstre eller højre. Oftest veksler sådanne elementer på en skive, kanten kaldes variabelt skrå. For forskellige typer materialer - træ, plast, spånplader - er en vis hældningsvinkel indstillet. Det vil være maksimalt ved skæring af spånplader, og muligheden for at vippe for- eller bagdel kan benyttes.
- Trapezformet. Sådanne tænder på en rundsavklinge har 1 stor fordel - de sløver langsomt. Normalt på skærkanten er de kombineret med lige, placeret over dem. I dette tilfælde vil de trapezformede elementer blive brugt til groft arbejde, og de lige vil hjælpe med at opnå et rent snit. Sådanne skiver bruges til forarbejdning af polymerplader, MDF, spånplader.
- Konisk. De er også hjælpemidler, der bruges på skiver til skæring af laminat og andre skrøbelige materialer. Elementernes specielle form beskytter overfladen mod skår og andre skader. Forkanten af tilspidsede tænder er normalt lige eller konkav og er god til finsavning.


Afhængigt af hvilken type tænder der bruges på savklingen, vælges en passende slibevinkel og andre parametre. Det er strengt forbudt at behandle alle elementer under en generel hældning uden at tage hensyn til de individuelle egenskaber ved hvert element.

Hvert savblad i et cirkulært værktøj har 4 hovedhjørner, der kræver slibning. De bestemmer sammen med tandens form funktionerne i skærkantens geometri. For hvert enkelt element er det sædvanligt at måle overfladens skærevinkler og direkte de forreste, bageste dele.
Afhængigt af savens type, formål, masse skelnes der mellem mulige muligheder.
- Til flisesavning. Disse skiver bruger en 15-25 graders skråvinkel.
- Til tværskæring. Her anvendes en spånvinkel på 5-10 grader.
- Universel. I dette tilfælde skærpes værktøjstænderne 15 grader i området for spånvinklen.
Typen af forarbejdet materiale har også betydning. Jo sværere det er, jo mindre skal indikatorerne for den valgte vinkel være. Bløde træsorter kan skæres i en bredere hældning.

Ved brug af hårdmetalskiver kan slid bogstaveligt ses med det blotte øje. I dette tilfælde slettes frontplanet mere intensivt end bagsiden.
Hvad kræves der?
Slibning af en rundsavklinge er kun mulig ved hjælp af specialværktøj. For at øge nøjagtigheden under arbejdet anvendes specialiserede maskiner, som i høj grad forenkler denne proces. Og du kan også bruge mere primitive værktøjer - en fil og en skruestik til fastgørelse samt et stykke træ.


Hvordan skærpes?
En cirkel med sejrende lodninger eller en almindelig træskive til en rundsav er ganske du kan selv skærpe den, genskabe skarpheden af tænderne. Sandt nok skal der tages hensyn til mange faktorer, når arbejdet udføres. De kan påvirke valget af slibemetode - manuelt eller ved hjælp af en maskine. Højere præcision opnås ved mekaniseret behandling, men du skal købe specialudstyr til det.

Manuel slibning af skiver
Når du vælger denne metode til at genoprette skarpheden af tænderne på savbladet, skal du bruge de tilgængelige værktøjer. Det er kun vigtigt at forberede et specielt fladformet stativ. Det vil undgå behovet for at holde disken i dine hænder og vil beskytte dig mod skader.
Følgende krav stilles til standen:
- sammenfald på aksens niveau med den behandlede overflade;
- muligheden for at placere den tandede cirkel i et vinkelret plan;
- drejeled.

Stativet tjener ikke kun som et fastgørelseselement - det giver dig mulighed for at skærpe tænderne på savklingen i forskellige vinkler, garanterer skadessikkerhed, når du udfører arbejde. Foreløbig markering af overfladen med en farvet markør vil hjælpe med at opnå højere nøjagtighed. Derudover bruges en skruestik, hvormed cirklen presses mod stativet.
En kværn hjælper med at lette selve slibningsprocessen, men erfarne håndværkere eliminerer mindre stumphed med en simpel fil.

Multidirektionelle tænder kræver bearbejdning fra 2 sider af hjulet... I dette tilfælde fastgøres skiven først vandret med den markerede side og drejes derefter. Handlinger gentages. Hvis det er nødvendigt, kan du ændre vinklen, hvis slibning udføres på en skive med en blandet type tænder.

Brug af en kværn
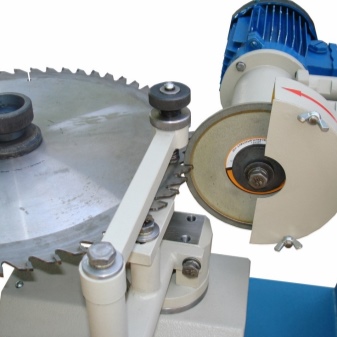
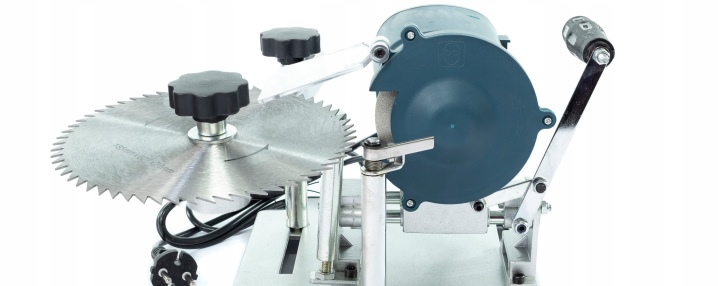
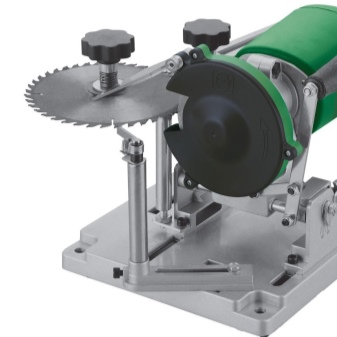
Med tilgængeligheden af specialudstyr med manuel eller elektrisk drev løses problemet med at genoprette tændernes skarphed på savbladet hurtigt og nemt. Specielle slibemaskiner har kompakte dimensioner, er ret mobile og funktionelle. De kan tilpasses til brug i hjemmeværkstedet.

Det er nødvendigt at vælge en maskine til slibning af cirkler til en cirkelsav, sørg for at være opmærksom på materialet i det anvendte slibemiddel. De bedste muligheder er lavet af:
- siliciumcarbid (grøn);
- Elbor belagt med diamantpulver.
Det er vigtigt at tage højde for, at hårdmetalskiver er svære at værktøjsslibe.


Varianter med sejrende sprøjtning, andre komplekse elementer som belægning kan også give problemer under drift. Selv med en maskine vil det være svært at garantere en vellykket slibning.
Arbejdet med slibeudstyr er så enkelt som muligt. Mesteren behøver kun at fikse den forberedte disk på en speciel støtte med en lås og derefter udføre flere handlinger.
- 1 tand er markeret med en tusch eller kridt.
- Den nødvendige vinkel måles, ved hvilken behandlingen udføres. Hvis der ikke er særlige krav, vælges en universalhældning på 15 grader.
- Start slibningen ved at skære fra 0,05 til 0,15 mm. Behandl hver tand i rækkefølge, så den opnår den nødvendige skarphed.
Ved slibning af hårdmetalskiver anbefaler vi slib metal på tændernes for- og bagside på samme tid. Med almindelige stål og legeringer kan mindre indsats undværes. Nok slibning kun foran.

Når du arbejder med en sejrskive, skal du først sørge for at frigøre den for støv og snavs. Det er vigtigt ikke at udsætte det for mekanisk belastning, kun for at fjerne fremmede indeslutninger. I dette tilfælde behandles tændernes arbejdsplaner sekventielt. Du kan ikke bruge mere end 20-25 gange på ét sted. Maskinen fjerner normalt en stump kant på bogstaveligt talt 1 pas. Efterhånden som skiven bliver slidt, udskiftes den blot med en ny.
For en illustration af, hvordan man sliber en sav, se nedenfor.













Kommentaren blev sendt.