Alt om flisesave

Saven anses for at være den mest effektive til jobbet, hvis den er udstyret med et savblad. Kvaliteten af selve snittet, arbejdshastigheden såvel som andelen af afviste elementer og tilstedeværelsen af affald afhænger i høj grad af det korrekte valg af denne cirkel. Afhængigt af denne enheds funktioner skelnes langsgående og tværgående savningstyper.
Savetyper
Saven er et skærende skarpt værktøj med et stort antal klinger, der er i stand til at arbejde i et lukket snit. Et skær er et ret smalt mellemrum, der vises i træ, når man skærer spåner med skarpe tænder af et arbejdsværktøj. Normalt skelnes sidevæggene fra snittet, såvel som bunden, det er med dem, at bladet interagerer. Afhængig af hældningsvinklen og savens placering i forhold til træet, skelnes der flere typer savning.
- Langsgående. I dette tilfælde er planet parallelt eller omtrent parallelt med træfibrene. Savrammerne fungerer efter denne mekanisme, såvel som bånd- og rundsave, der bruges til savning af træstammer, samt bjælker til brædder, når materialet skæres i længderetningen både i længden og i bredden.
- Tværgående. Her er saven placeret vinkelret eller tilnærmelsesvis vinkelret på fibrene. I dette tilfælde udføres selve savningen manuelt ved hjælp af krydssave og hacksave samt på geringsmaskiner. Denne metode til forarbejdning af træfibre bruges til at skære i runde barrer, fjerne træfejl samt til at give tømmer den nødvendige kvalitet og dimensioner.
- Blandet. I dette tilfælde kan værktøjets plan placeres i området fra 10 til 80 grader i forhold til træet.



Når vi taler om, hvilken skæremetode der er bedre, skal det bemærkes, at den tværgående savning betragtes som mere forenklet, da denne ordning ikke har en kompleks gearkasse, som er påkrævet for at rotere aksen med 90 grader, gearene fungerer meget mere effektivt, tak hvor kapsavene er mere holdbare, er risikoen for at motoren kommer ud af tuning meget lavere, og generelt holder instrumentet længere.
Samtidig skal det forstås, at nogle typer arbejde ikke kan udføres på anden måde end på langs. Derfor er det værd at dvæle mere detaljeret om hovedparametrene for ripsavning.


Ejendommeligheder
Rivesavning er en saveproces, der forløber parallelt med træets naturlige årer. I dette tilfælde bruges cirkulære skiver, hvor fortænderne er skråtstillede, deres spidse kanter skærer effektivt fibrene, de begynder at flage af og danne savsmuld. I processen med en sådan forarbejdning opstår der ofte uregelmæssigheder på overfladen af en trædel, såvel som mossiness og gouges - deres udseende forklares af egenskaberne af de fibre, der dannes i løbet af træets levetid.
Den endelige overfladeprofil er påvirket af den måde, hvorpå snittet udvides, samt størrelsen af afsætningen og formen på tænderne. Normalt er sidstnævnte skærpet som en trekant, så du kan arbejde med en sådan skive kun i én retning.

Savklinge design
Valg af de rigtige klinger til effektiv flisesavning.Det bemærkes, at jo større tænderne er, jo lettere er en sådan savning (til sammenligning, når man arbejder med tværsnit, virker store tænder meget groft og bogstaveligt talt river træ, hvilket fører til spåner). Hulrummene mellem sådanne tænder skal også være så dybe som muligt - i dette tilfælde vil fjernelse af spåner være af bedre kvalitet. Det optimale antal tænder til langsskæring varierer fra 20 til 24 stykker.
Hvis du i dit arbejde skal udføre begge typer savning, er det bedre at foretrække værktøjet på cirkler med mellemstore tænder, i alt 46-48 stykker.


Fintandede skiver bør ikke bruges, når du arbejder med rip cuts, dette er fyldt med et fald i arbejdshastigheden, betydelig overophedning af enheden og sådanne ubehagelige konsekvenser:
- savklingen begynder at lyse;
- saven går ofte sidelæns fra skærelinjen;
- i områder med overophedning begynder materialet at "svulme" og friktionen øges betydeligt;
- saven deformeres og ligner mere en propel end en skæreflade.
For at reducere sandsynligheden for hurtig overophedning er der lavet små slidser og huller i savklingen, som fungerer som termiske kompensatorer. De er normalt placeret på kanten langs radierne.



På nogle modeller er de delvist fyldt med kobberforbindelser, hvilket reducerer støjniveauet og hjælper med at køle motoren hurtigt. Savhjul hældes normalt fra et metal (de kaldes monolitiske) eller med inklusion af lodninger fra forskellige hårde legeringer. Hver af mulighederne har sine egne fordele og ulemper.
- Monolitisk, som regel hurtigt bliver kedelige, så de skal skærpes og rettes. Denne procedure er dog ret enkel og ukompliceret, så det er ganske muligt at udføre det selv derhjemme. Typisk bruges sådanne klinger til både rive- og tværsnit. Omkostningerne ved sådant udstyr er ret overkommelige.
- Carbid cirkler er meget dyrere, samtidig er brugsperioden indtil den allerførste slibning længere. Slibning af dette værktøj kan kun udføres på specialudstyr. På trods af dette er det disse lærreder, der er mere efterspurgte blandt forbrugerne, da deres omkostninger betaler sig meget tidligere, end behovet for skærpning opstår. Hårdmetalhjul fungerer ikke kun godt på træ, men også på materialer som metal, laminat eller presset plade.



Der skal lægges særlig vægt på flere parametre for elektriske save til langsgående brug.
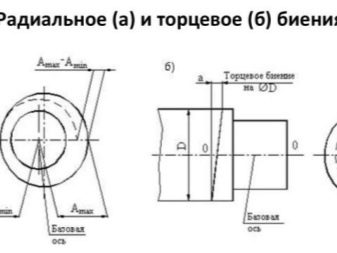
- Radial eller ansigtsudløb. For at udføre særligt nøjagtigt arbejde er en af de vigtigste indikatorer afvigelsen af cirklen fra hovedskæringsplanet. Hvis der er radial- eller endeslag, kan det forstyrre skærets skarphed. Den optimale tilladte udløb er 0,15 mm, og de højeste kvalitetsmodeller har en parameter inden for 0,05 mm.
- Husk, at rifter ikke bør laves med geringssavklinger; de har en anden bevægelsesvej for klingen i trædelen. For eksempel er hjulene til pendulværktøjer normalt i en negativ vinkel - dette reducerer belastningen på motoren, og skærene er hurtigere og nemmere. Som følge heraf øges effektiviteten sammenlignet med en skive med tænder placeret i en positiv vinkel. Hvis en sådan skive blandes langs pendulets bane, skærer saven simpelthen ind i fibrene uden de skarpeste dele af tænderne. Alt dette fører til en stigning i belastningen på motoren, overophedning og et fald i arbejdseffektiviteten. Hvis skiver med negativt skærpede tænder bruges til en cirkulær plade, begynder træet at afvise, og savsmuldet kommer ikke godt ud - i dette tilfælde er snittet meget langsommere.

Finesser af valg
Ripsave købes bedst fra specialbutikker. - i modsætning til små forretninger kommer produktet her med en komplet vejledning og beskrivelse til brugerne, og sælgerne har den nødvendige viden og kan give detaljerede råd. Sørg for at studere oplysningerne på selve disken. Normalt angiver her ved hjælp af pile skæreretningen (på tværs eller langs), såvel som den maksimale skærehastighed i omdrejninger og tændernes hældningsvinkel. Typisk betegnes en negativ vinkel som neg og en positiv vinkel som pos. Et bogstav er normalt angivet foran disse betegnelser - det angiver gradernes størrelse.
Det er nødvendigt at visuelt inspicere disken og sikre sig dens kvalitet. Husk på, at for eksempel stumpe tænder kan slibes, men hvis kroppen viser sig at være svag, er det ikke muligt at rette op på denne defekt.


Sørg for at tjekke kvaliteten af slibningen. Hvis savklingen er god, vil udtalte slibecirkler afvige fra midten til kanterne. De indikerer, at et sådant hjul efter stempling nødvendigvis blev kalibreret, derefter poleret og bragt til den mest effektive arbejdstilstand.
Hvis hjulene er billige, er de normalt ikke udsat for yderligere raffinement, det maksimale poleres hele arket. Harpiks med spåner klæber til en dårligt slebet overflade, hvilket forstyrrer arbejdet betydeligt.
I dyrere modeller af elektriske save påføres inskriptionerne med en laser, så markeringen forbliver i hele brugsperioden, hvilket er meget vigtigt for den efterfølgende slibning af værktøjet.



Se den næste video for flere detaljer.













Kommentaren blev sendt.