Hvordan bruger man et mikrometer?

Der er situationer, hvor du har brug for at kende den nøjagtige størrelse af en del, ned til hundrededele eller endda tusindedele af en millimeter. Sådan er det for eksempel præcisionsmekaniske instrumenter, hvor næsten hver eneste mikrometer er vigtig. Til dette bruges apparatet med samme navn, hvor trykket falder på en anden stavelse.

Regler for brug af forskellige typer
I sin enkleste form er et mikrometer et måleapparat med mindst tre linealer. Den ene, den vigtigste, tæller hele millimeter. Den anden, forskudt med en halv millimeter i forhold til den første, giver dig mulighed for at måle bredden (tykkelse, højde) af delen med en nøjagtighed på 500 mikron. Den tredje, med gevind, har et referencepunkt (nul), i forhold til hvilket tromlen roterer. Den roterer rundt om enhedens hovedakse - og har 50 inddelinger, der ligner millimeter. I dette tilfælde er målenøjagtigheden 10 μm (0,5 mm / 50 = 0,01 mm). Det enkleste analoge (mekaniske) mikrometer fungerer på et skruepar, som er en mikro- skruestik, hvori emnet, tråden eller stålpladestykket, der skal måles, fastspændes.

Enhed
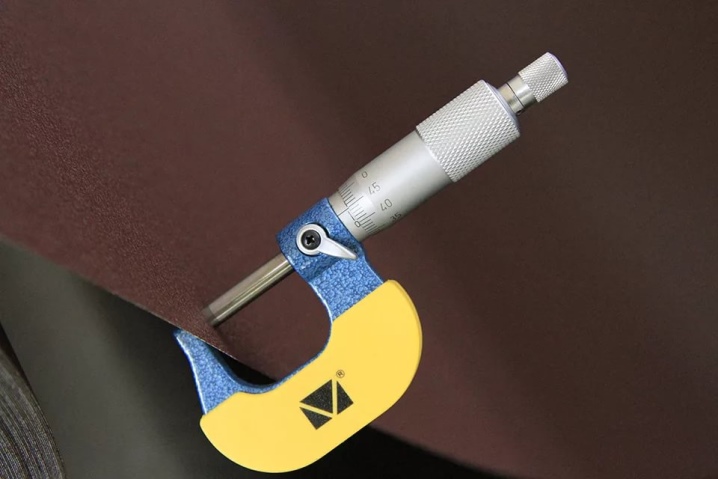
Anvendelsesspecifikke mikrometre har deres egne karakteristika. Så, et glat mikrometer, der måler 0–25 mm med en mekanisk eller digital måler, består af følgende dele.
- beslag - et lejeelement til en fast del;
- stop - fastgjort i enden af beslaget og strengt vinkelret på overfladen af den fastspændte del;
- skrue - op til snesevis af gange længere end beslaget, roterer på en fast skruebase og er også vinkelret på den fastspændte del; den bevæger sig inden for måleområdet svarende til 2,5-7,5 cm for mekaniske mikrometer;
- prop - forhindrer skruen i at dingle;
- målebase (stamme) - indeholder to grove måleskalaer (nøjagtig til en halv millimeter); det ligner en hul cylinder, hvor et skruepar roterer, holdt af specielle fastgørelsesanordninger;
- tromle - grundlaget for nøjagtig måling, som roterer med skruen og indeholder en skala til nøjagtig måling (op til 0,01 mm);
- skralde - begrænser kraften, der påføres den målte del;
- referencedel til verifikation - bruges til at justere et forkert justeret mikrometer; leveres med enheden.

Nøjagtighedsklasse
I hverdagen er nøjagtighed større end 0,01 mm næppe nyttig. Men i produktionen - især i finmekaniske fabrikker - og blandt smalprofilede håndværkere betragtes divisionsprisen på 1 mikron (0,001 mm) eller 100 nm (0,0001 mm) som normen, hvilket hovedsageligt opnås på mikrometre med en digital skala. En endnu højere klasse af nøjagtighed, der bruges i produktionen af nanomaterialer, der bruges for eksempel i mikrokredsløb - partiet er ikke mikrometer, men helt andre mekanismer og enheder.


Hvordan er andre typer mikrometre arrangeret?
Alle typer mikrometre fungerer efter samme princip. Det mest berømte anvendelsesområde er identifikation af defekte dele, der kan forårsage nedbrud i de mekanismer, hvor de bruges. Men målenøjagtigheden - op til 10 mikron - opnås på forskellige måder.
- I et håndtagsmikrometer er den roterende tromle erstattet af en viser. Fordelen ved en måleur er en stigning i hastigheden, gennemløbet på stadiet med kontrol af dele med et mikrometer: der er ingen grund til at kigge ind i divisionerne.

- Tællende mikrometer (ur eller skivetype) - svarende til dem, der bruges i elektromekaniske målere og kassettebåndoptagere (eller spole til spole) - kalibreret og brugt på samme måde som den klassiske. Rotation af tal i tælleren udføres trin for trin. Ændring af et ciffer til et andet er opdelt i 10 yderligere opdelinger (positioner) - takket være tællergearene, som øger målenøjagtigheden fra ti til en mikron.

- En særlig nøjagtig sensor er installeret på digitale modeller, hvilket giver en graduering i enheder af mikron. Fordel - målenøjagtighed er 1 mikron, fejl er praktisk talt udelukket. Et sådant produkt er ikke ringere end den tidligere type - aflæsningerne af enheden læses næsten øjeblikkeligt. Der er ingen grund til at tilføje aflæsninger - sensorer og en mikroprocessor udfører med succes dette arbejde "on the fly".

- Lasermikrometre er højere end digitale med hensyn til nøjagtighed. Laserstrålen skjules af delen, den fanges af en højpræcisions fotomatrix, som sender den resulterende stråleafbøjning til ADC'en og derefter til processoren og skærmen. Måling tager mindre end 1 sekund.
Men lasermikrometeret tåler ikke stød og vibrationer og kræver regelmæssig justering. Det er kritisk selv for det mindste støv, og de vil ikke være i stand til at måle de indre dimensioner af dele.

Til specifikke opgaver
Højt specialiserede mikrometre har deres egne karakteristika.
- Tandmåleren har keglestubformede dyser, så du kan bestemme mellemrummet i rillerne, størrelsen på tanden på et gear eller gear. Teoretisk set er det muligt at omdanne et almindeligt (glat) mikrometer til et kodometer ved at installere specielle hætter af en vis længde på skruen og hælen. I form ligner de forsænkede skruehoveder - i det enkleste tilfælde kan de være lavet af netop sådanne skruer, derefter svejset til hælen og skruen. Ved måling trækkes længden af dyserne fra den, som måles af apparatet omregnet på denne måde. Dette vil tilføje en ekstra beregningshandling til målingerne. Derudover skal det originale mikrometer have en propelkraftreserve ikke med 2,5 cm, men mere, for eksempel med 5-7,5 cm.
Deltag ikke i amatørforestillinger - det er bedre straks at købe en færdiglavet mikrometer-tandmåler, hvor producenten selv allerede har justeret skalaerne og nul.

- "Rør" mikrometer er efterspurgt blandt ansatte i ledelseskontorer. De måler tykkelsen af rørvæggene for at bestemme deres slid. Den har adaptere, der giver dig mulighed for at måle diameteren og tykkelsen af rørvæggen, dækket af rust. Disse dyser tillader også detaljeret dimensionering af stødt rør med variabel vægtykkelse. Det er let at afvise rør og rør, der har modtaget afvigelser fra standardvægtykkelsen på stadierne af støbning og valsning med en "rør"-anordning. Rørmikrometeret adskiller sig fra det sædvanlige (glatte) mikrometer ved et specielt stop (hæl), som er placeret ikke vinkelret, men parallelt med det fastspændte rør. Denne sonde rører den indvendige overflade af røret punktvis, hvilket sikrer nøjagtig måling. Målehandlinger adskiller sig ikke fra handlinger med et glat mikrometer: den samme skrue og skraldetromle, når den udløses, får du den ønskede diameter eller rørvægtykkelse.

- En pladetykkelsesmåler har en lavere hæl end en konventionel mikrometer, men skruen har omtrent samme diameter som skruen i en konventionel anordning. Gradueringen her er meget mere nøjagtig end for et konventionelt produkt. Hæftet på "listometeret" strækkes langt ud til siden, som et langt U-formet rør. Dyser til en sådan enhed leveres i to versioner: smalle (til de tilsvarende dele og plader) og aflange (mål tykkelsen af brede og aflange emner).
Det anbefales ikke at måle ark med et almindeligt mikrometer - det vil presse dem igennem med sin smalle skrue. Her behøves kontaktfladen flere gange større end ved målinger fra lejer og bor.
- Det universelle mikrometer leveres med tilbehør til forskellige typer dele. Den måler både diameteren af lejekuglen og diameteren af pladen med samme nøjagtighed. Den har en stor propelrejsereserve - op til 10 cm, hvilket gør den "altædende": den kan måle en kugle, et lag, tværgående dimensioner af profilstolper og strukturer - og endda måle hovedet på en jernbaneskinne fra alle sider.

- Wire - velegnet til wire, boremaskiner, bolde og andre små dele med et cirkulært tværsnit, som let kan brydes med klemmen på et almindeligt mikrometer.

- Prismatisk - gør det muligt at måle tykkelsen af knivbladets nedstigning. Dysen til det er lavet i form af en kontur, der gentager spidsen med en 30-graders hældning. Kort sagt er det en dobbelt hæl med skråninger. Samtidig er skruen spids, men dens spids er lidt sløvet. Sættet inkluderer tilbehør til en anden nedstigningsvinkel, herunder til "single-pitch" slibning af knive, for eksempel som plæneklipperknive.

- Et rillemikrometer måler dybden og diameteren af huller boret i vægge og understøtninger. Målingen udføres ved hjælp af en speciel tilbagetrækkelig sonde med en lille hætte for enden. Dette gør det muligt for mesteren, uden at overbore eller genbore hullet igen, at vælge en passende selvskærende skrue til ham.

- Gevindmåleren måler gevindets dybde. Det inkluderer indskruede (og påskruede) dyser med tilspidsede ender eller med to-tandshoveder.

- Multiskala mikrometer har en ekstra skala. På afstand ligner den en calipermåler, men den har en væsentlig forskel. Det er som to (tre, mere) mikrometer i én - identiske, klassiske mikrometriske mekanismer på et fælles beslag, der er forlænget langt til siden. Med en gangreserve på op til 10 cm kan du måle et emne med en vinkel, T-stang eller skinneprofil i ét trin.
Alle profilstrukturer med en kompleks tværsnitsform, der minder om et bogstav eller en simpel hieroglyf, er også modtagelige for accelereret måling.

- Varmvalsning er en egenskab ved et metallurgisk anlæg. Det giver dig mulighed for at måle tykkelsen af et nyligt hærdet produkt i den form, det har fået. I stedet for en skrue omfatter en sådan anordning et markeringshjul. Hælen er fjederbelastet, har en tværgående aflang (og ikke rund, som i et simpelt produkt) form. Funktionsprincip - mikrometeret rulles over et ark eller en profil, så du kan opdage defekter (spåner, krumning) på en nystøbt billet.

- Indvendig måler - fungerer sammen med maskinen, når delen er bearbejdet på den indvendige overflade. Dens sonder, som har en jævn krumning og en landingsstørrelse, der aftager mod enden, indsættes i det forarbejdede stykke rør eller rør eller enhver anden del, der roterer i maskinens fikseringsmekanisme. Dette fremskynder venderens arbejde - der er ingen grund til at fjerne delen fra kværnen snesevis af gange for at sikre, at delen har fået den ønskede form.

Uanset mikrometer - når du køber et produkt, så bed sælgeren om at tjekke det. En væsentlig fordel ville være at kontrollere diameteren eller tykkelsen af den samme del ved hjælp af en anden, samme eller lignende anordning.
Nøjagtig kontrol under købet er nøglen til vellykket og langvarig brug af produktet.
Hvordan konfigureres og kontrolleres for nøjagtighed?
Denne måleenhed er en af dem, der kalibreres uden fejl før målinger, da vi taler om mikron, ikke millimeter. Hvis du bærer den uden etui eller etui, kan et utilsigtet fald påvirke nøjagtigheden. Verifikationsteknikken er, på trods af den tilsyneladende kompleksitet af en begynder, meget enkel. Følg et par trin for at nulstille et konventionelt 0-25 mm mekanisk mikrometer.
- Sørg for, at enheden er ren - tjek især gribefladerne på hælen og skruen. For at fjerne snavs og fedt er et rent ark papir bedst egnet - læg det mellem klemmerne på enheden og drej tromlen, indtil den stopper.
- Drej tromlen tilbage.Gentag dette trin flere gange efter behov, og flyt papiret, indtil de overflader, der skal lukkes, er klare. Justering uden at rense disse overflader er umulig - faste partikler vil ikke tillade dig at indstille nøjagtigheden.
- Kontroller, at bøjlen og hælen er forsvarligt fastgjort. De skal ikke dingle. Hvis dette ikke er tilfældet, skal instrumentet repareres, hvor beslaget igen er sikkert fastgjort, og paralleliteten af skruens spændeflade og hælen genindstilles.
- Skru tromlen i hele vejen uden delen - indtil 3., 4. eller 5. klik på skralde. Sørg for, at alle skalaer er justeret nøjagtigt med nulmærkerne.
- Hvis f.eks. mærket på tromlen ikke falder sammen med nul, skal du justere basen (stammen) ved at dreje den med den specielle nøgle, der følger med sættet. Skruenøglen bruges på et instrument, hvor skruen fastholdes med en ekstra møtrik eller en sekundær (støtte) skrue med en speciel fordybning.
- Tjek nøjagtigheden af målingerne ved at holde referencedelen med et mikrometer - i gennemsnit også op til det 4. klik på skralden. Det er ved dette, du kan kalibrere selve enheden. Mikrometeret er konfigureret og klar til brug.
Vigtig! Hvis du taber enheden, vil den ikke forårsage meget skade. Efter at have kalibreret dens nulmærker, kan du bruge den igen. Disse enheder er lavet af højkvalitetsværktøj og rustfrit stål.

Hvordan måler man korrekt?
En skralde er indbygget i enhedens tromle. Ved måling af tykkelsen eller diameteren af en del, så snart den bliver klemt lidt af klemmerne, høres det første klik. Dette er "sandhedens øjeblik" - stop med at dreje tromlen og tæl den resulterende størrelse i divisioner. Instruktionen er meget enkel og ser således ud:
- placer delen mellem skruen og stoppet;
- drej tromlen, indtil skralden klikker.
Yderligere skruning af tromlen med kraft efter klik på skralden kan løsne tromlens spiralformede riller. Hvis dette forkerte trin gentages mange gange, vil mikrometeret begynde at spille med tiden - tromletråden forringes. Ingen af de mest nøjagtige nulstilling vil gøre pålideligheden af målinger på den uberørt, fastsat af producenten. Det bliver umuligt at måle med en beskadiget enhed.


For tynde tråde lavet af bløde metaller og legeringer - for eksempel kobber, aluminium, tin, bly eller loddetråd - vil mikrometerpuderne flade tråden med 0,01–0,15 mm, og måleresultatet vil være unøjagtigt. Hærdet stål og pobedite-legering er meget mere modstandsdygtig over for skralde. Sådan en ledning vil uden problemer modstå gentagne målinger uden at flade i diameter med en mikron - forudsat at du ikke fortsatte med at komprimere den efter tromlens kontrolklik.
Funktioner ved bestemmelse af indikationer
Det er også ekstremt nemt at tage aflæsninger af enheden. For eksempel målte du diameteren af en hærdet ståltråd, hvorpå der efter et klik under tromlens rotation blev følgende mærker etableret:
- 3 mm på den første lineal;
- mellem 0,5 og 1 mm for den anden;
- "Spinneren" er stoppet ved omkring 5 divisioner.
Derfor er diameteren på din valsetråd 3 + 0,5 + 0,05 = 3 mm 550 mikron (mikron). I millimeter - 3,55 mm. Den fulde drejning lavet af præcisionstromlen er 0,5 mm.
Du lærer, hvordan du bruger mikrometeret korrekt i videoen nedenfor.









Kommentaren blev sendt.