Alt om argon svejsetråd

At vide alt om argon svejsetråd er det samme obligatoriske øjeblik for enhver svejser, såvel som evnen til at vælge elektroder, typer og egenskaber af strøm. Valget af denne ledning er heller ikke så let, som det ser ud til. Og dens anvendelse kan true med en række faldgruber, hvis den ikke gøres korrekt.

Ejendommeligheder
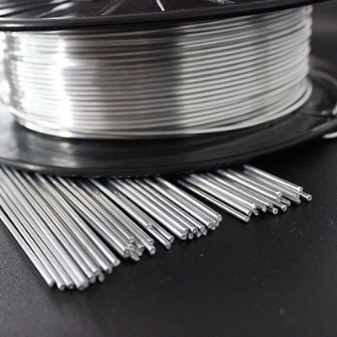
Hovedtræk ved en argon svejsetråd er dens udseende. I de fleste tilfælde er disse komponenter metalstænger snoet til spoler. Du skal indsætte sådanne spoler i fremføringsmekanismen. Selve den indkommende ledning kan have en solid eller hul struktur. Der er også produkter med stænk. Tilsætningsmaterialet skal være nøjagtigt det samme som emnets materiale.
Alle forsøg på at bryde denne regel fører ikke til noget godt. Forsendelsen af hjul er praktisk til industriel brug. I manuel tilstand føres ledningen ind i arbejdsområdet hovedsageligt til håndværksarbejde. Generelt stiller teknologien ingen andre særlige krav.


Visninger
Massiv ledning er lavet af rent metal. Sammensætningen af sådanne anordninger må ikke indeholde nogen urenheder; tilsætningsstoffer bør heller ikke anvendes. På trods af deres enkelhed er disse typer tråd mest udbredt af svejsere. Det er dem, der hovedsageligt tages til svejsning i en gasatmosfære. Flux-tråd er praktisk talt uegnet til argon-svejsning, fordi den er beregnet specifikt til at erstatte den eksterne gasafskærmning med stoffer, der frigives under pulversmeltning.
Det mest interessante er det aktiverede element. Det kombinerer fordelene ved faste og pulveriserede opløsninger uden deres ulemper. Forskelle gælder også for den type materialer, der skal svejses. Fyldtråd til argon-buebehandling af jernholdigt metal er en af de mest almindelige muligheder. Grundfordelingen er som følger:
- flux-kernetråd er tvunget brugt til at manipulere kulstofstål, der senere varmebehandles (selvom dette normalt ikke er det bedste valg);
- aluminium er nødvendigt for at arbejde med aluminium (det kan indeholde mangan, silicium, magnesium og andre indeslutninger);
- rustfri svejsetråd - bruges i arbejde med stål legeret med krom eller nikkel;
- kobberbelagt (anvendes hovedsagelig ved svejsning af stærkt legerede eller moderat legerede emner);
- almindeligt stål (gerne til arbejde med letlegeret metal).



Rustfri tråd bruges aktivt til at svejse stål indeholdende krom eller nikkel. Outputtet skal være en søm af meget høj kvalitet.
Udseendet af revner er næsten udelukket, såvel som forekomsten af korrosionsprocesser. Ved at bruge rustfri tråd minimeres mængden af sprøjt. Buen vil arbejde meget aktivt og stabilt, og sømmens levetid vil øges betydeligt.
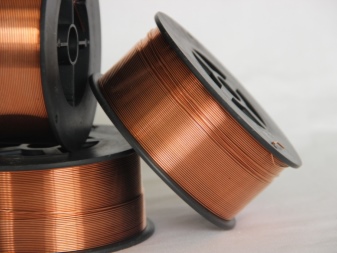
Kobberbelagt tråd har de samme positive egenskaber som dens rustfri variant. Derudover er det også med til at spare håndstykker, uanset hvilken svejsemaskine der anvendes. Tilførslen af kobberbelagt tråd betyder normalt at vikle den på en plastikkassette. Typiske tykkelser varierer fra 0,6 til 1 mm. Kobberbelagt tråd (for eksempel SV-08G2S) letter genstart af svejsebuen og hjælper med at stabilisere dens forbrænding i enhver tilstand. Det alternative ESAB-produkt er designet til at fungere med:
- værktøj stål;
- stållegeringer brugt i skibsbygning;
- stemplet metal;
- aluminium;
- støbejern.

Almindelig ståltråd til argon svejsning er anvendelig til næsten ethvert område af industriel produktion. Dette forbrugsstof er klassificeret efter et stort antal indikatorer. En meget vigtig rolle, sammen med sektionen, er materialets mekaniske styrke. Dens nøjagtige kemiske sammensætning er også vigtig - som altid, jo tættere på emnet, jo bedre og mere effektivt er arbejdet. Kun ledning mærket med forkortelsen "Sv" kan bruges, dens tværsnit varierer fra 0,03 til 1,2 cm.
Aluminiumsmateriale er efterspurgt ved håndtering af aluminiumslegeringer, hvor andelen af silicium er begrænset til 3%. Det begrænsende kobberindhold i dette tilfælde varierer fra 3 til 5%. Lignende fyldmateriale:
- garanterer øget styrke;
- giver samme farve som selve emnerne;
- er ikke ringere i korrosionsbestandighed over for aluminiumsstrukturer.
Aluminiumsadditiver er efterspurgte i fremstillingen af biler, flod- og søfartøjer. En sådan ledning bruges ret massivt ved svejsning af strukturer i kontakt med vand. Men det er vigtigt at forstå, at rent aluminium ikke bruges i praksis, det blandes altid med andre stoffer - ellers kan der ikke opnås tilstrækkelig styrke.
Dette øjeblik er også typisk for svejsetilbehør. Dog overstiger andelen af tilsætningsstoffer ikke 1 %.



Valg
Hovedpointen er de manipulationer, der udføres. Tråd designet til argon svejsning i sig selv er ikke egnet til skæring (og omvendt). Vær opmærksom på produkternes diameter. Det er helt naturligt, at jo tykkere metal, jo større skal tilsætningsstoffet være. I de fleste tilfælde vælges en ledning med et tværsnit på 3 mm.
Det er værd at bemærke, at specielle forstærkende komponenter kan være til stede i svejsetråden. Produktets tekniske egenskaber afhænger af deres mængde og proportioner. Det er også værd at være opmærksom på ledningsmærkning. Efter bogstaverne "Sv" gives et tal for at angive koncentrationen af kulstof. Yderligere er yderligere metaller angivet, hvis metalkoncentrationen er 0,99 % eller mindre.



Brugsanvisning
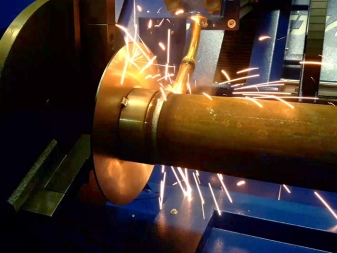
Svejsetråden kan bruges i automatisk eller halvautomatisk tilstand. Tilførslen af argon skal være strengt synkron med tilførslen af additivet. Du skal også bruge en specialiseret brænder. Anvendelse af jævnstrøm med direkte polarisering antages. Drift på vekselstrøm indebærer brug af en oscillator, men i praksis vises denne type manipulation kun, når der arbejdes med små tyndvæggede rør.
Manuel argon svejsning praktiseres også nogle gange. Operatøren holder brænderen med den ene hånd og ledningen med den anden. Sidstnævnte føres ind i arbejdsområdet så glat som muligt. Denne metode kræver en fast, stærk hånd og et stabilt øje.
Og selv under sådanne forhold er det ikke muligt at arbejde i lang tid og stabilt, derfor er det meget ønskeligt at bruge mindst en halvautomatisk enhed.














Kommentaren blev sendt.