Klassificering og valg af svejsetråd

Svejsearbejde kan være både automatiske og halvautomatiske og udføres med en række forskellige materialer. For at resultatet af processen skal lykkes, giver det mening at bruge en speciel svejsetråd.


Hvad er det og hvad er det til?
En fyldtråd er en metalfilament, normalt viklet på en spole. Definitionen af dette element indikerer, at det hovedsageligt bidrager til skabelsen af stærkere sømme, fri for porer og ujævnheder. Anvendelsen af filament sikrer produktion med et minimum af skrot, samt med en lav grad af slaggedannelse.
Enheden fastgøres i føderen, hvorefter tråden leveres til svejseområdet enten i automatisk eller halvautomatisk tilstand. I princippet kan den også fremføres manuelt ved blot at rulle spolen ud.
Kravene til fyldmaterialet er ikke kun relateret til kvalitet, men også egnetheden af de dele, der skal forarbejdes.
Artsoversigt
Klassificeringen af svejsetråd udføres afhængigt af de egenskaber, egenskaber og opgaver, der skal udføres.
Efter aftale
Ud over ledninger til generelle formål findes der også varianter til specielle svejseforhold. Som en mulighed, metaltråden kan designes til en procedure med en tvungen dannelse af en svejsning, til arbejde under vand eller ved brug af badteknologi. I disse tilfælde skal tråden have enten en speciel belægning eller en særlig kemisk sammensætning.

Efter struktur
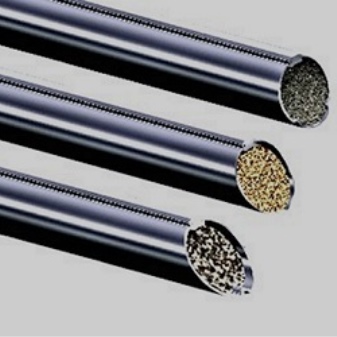
I henhold til trådens struktur er det sædvanligt at skelne mellem faste, pulver- og aktiverede sorter. Massiv ledning ligner en kalibreret kerne fastgjort til spoler eller kassetter. Det er også muligt at lægge i rækker i spoler. Nogle gange er stænger og strimler et alternativ til sådan ledning. Denne type bruges til automatisk og semi-automatisk svejsning.
Den fluxkernetråd ligner et hult rør fyldt med flux. Tværtimod bør det ikke bruges på halvautomatiske maskiner, da trådtrækningen viser sig at være vanskelig. Desuden bør rullernes handling ikke omdanne det runde rør til et ovalt. Den aktiverede film er også en kalibreret kerne, men med tilføjelse af komponenter, der bruges til flux-kernede ledninger. Det kan for eksempel vise sig at være et tyndt lag.

Efter overfladetype
Svejsefilmen kan være kobberbelagt og ikke-kobberbelagt. Kobberbelagte filamenter forbedrer lysbuestabiliteten. Dette sker, fordi kobbers egenskaber bidrager til en bedre strømforsyning til svejsezonen. Desuden reduceres fodermodstanden. Ikke-kobberbelagt ledning er billigere, hvilket er dens største fordel.
Den ubelagte tråd kan dog have en poleret overflade, hvilket gør den til en slags mellemled mellem de to hovedsorter.

Efter sammensætning
Det er vigtigt, at trådens kemiske sammensætning stemmer overens med sammensætningen af de materialer, der skal forarbejdes. Derfor I denne klassifikation er der et stort antal typer fyldstoffilament: stål, bronze, titanium eller endda legeret, bestående af flere elementer.

Ved antallet af legeringselementer
Igen, afhængigt af mængden af legeringselementer, kan svejsetråden være:
- lavlegeret - mindre end 2,5%;
- medium legeret - fra 2,5% til 10%;
- højlegeret - mere end 10%.
Jo mere legerede elementer er i sammensætningen, jo bedre er trådens egenskaber. Varmebestandighed, korrosionsbestandighed og andre indikatorer er forbedret.


Efter diameter
Tråddiameteren vælges afhængigt af tykkelsen af de elementer, der skal svejses. Jo mindre tykkelsen er, jo mindre skal henholdsvis diameteren være. Afhængigt af diameteren bestemmes også parameteren for størrelsen af svejsestrømmen. Med en given indikator på mindre end 200 ampere er det således nødvendigt at forberede en svejsetråd med en diameter på 0,6, 0,8 eller 1 millimeter. For en strøm, der ikke går ud over 200-350 ampere, er en ledning med en diameter på 1 eller 1,2 millimeter velegnet. For strømme fra 400 til 500 ampere kræves diametre svarende til 1,2 og 1,6 millimeter.
Der er også en tommelfingerregel om, at en diameter på 0,3 til 1,6 millimeter er velegnet til en halvautomatisk proces udført i et beskyttende miljø. En diameter fra 1,6 til 12 millimeter er velegnet til at skabe en svejseelektrode. Hvis tråddiameteren er 2, 3, 4, 5 eller 6 mm, kan fyldmaterialet bruges til flusning.


Mærkning
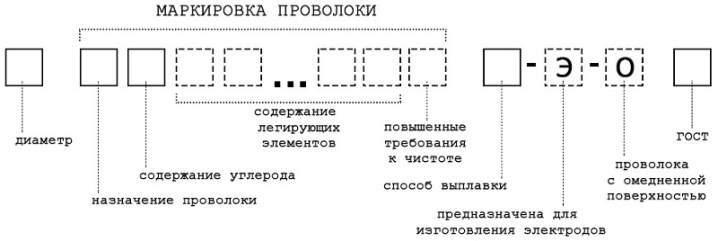
Mærkningen af svejsetråden bestemmes afhængigt af kvaliteten af det materiale, der kræver svejsning, samt af arbejdsforholdene. Det er udpeget i overensstemmelse med GOST og TU. Til for at forstå, hvordan dekrypteringen udføres, kan du overveje et eksempel på trådmærket Sv-06X19N9T, som ofte bruges i elektrisk svejsning, og derfor er meget populær. Bogstavkombinationen "Sv" angiver, at metaltråden kun er beregnet til svejsning.
Bogstaverne efterfølges af et tal, der angiver kulstofindholdet. Tallene "06" angiver, at kulstofindholdet er 0,06 % af fyldmaterialets samlede vægt. Yderligere kan du se, hvilke materialer der indgår i ledningen og i hvilken mængde. I dette tilfælde er det "X19" - 19% krom, "H9" - 9% nikkel og "T" - titanium. Da der ikke er et tal ved siden af titaniumbetegnelsen, betyder det, at mængden er mindre end 1%.
Populære producenter
Mere end 70 mærker af fyldtråd produceres i Rusland. Bars varemærkeprodukter er fremstillet af Barsweld, som har været i drift siden 2008. Serien omfatter rustfri, kobber, fluskerne, kobberbelagte og aluminiumstråde. Fyldmaterialet er fremstillet ved hjælp af innovative teknologier. En anden russisk producent af metaltråde er InterPro LLC. Produktionen udføres på italiensk udstyr ved hjælp af specielle importerede smøremidler.
Svejsetråd kan også fremstilles på russiske virksomheder:
- LLC SvarStroyMontazh;
- Sudislavl svejsematerialer fabrik.


Kinesiske virksomheder er bredt repræsenteret på markedet for fyldstof. Deres største fordel er kombinationen af gennemsnitlige priser og god kvalitet. For eksempel taler vi om det kinesiske firma Farina, som producerer tråde til at arbejde med kulstof- og lavlegeret stål. Andre kinesiske producenter omfatter:
- Deka;
- Bizon;
- AlfaMag;
- Yichen.


Hvordan vælger man?
Når du vælger fyldmateriale, er det nødvendigt at tage højde for to grundlæggende regler. Som allerede nævnt er det vigtigt, at sammensætningen af tråden er så lig som muligt sammensætningen af de dele, der skal svejses. For jernholdige metaller og kobberlegeringer vil der for eksempel blive brugt forskellige variationer. Det anbefales at sikre, at sammensætningen om muligt er fri for svovl og fosfor samt rust, maling og eventuel forurening.
Den anden regel er relateret til smeltepunktet: for fyldmaterialet skal det være lidt lavere end for de forarbejdede produkter. Hvis smeltetemperaturen på tråden viser sig at være højere, vil delene brænde ud. Det er også værd at sørge for, at tråden strækker sig jævnt og er i stand til at fylde sømmen helt ud.Fyldstoffets diameter skal svare til tykkelsen af det metal, der skal svejses.
Trådmaterialet skal i øvrigt passe til foringsmaterialet.

Brugstips
Opbevaring af sparteltråden kan ikke finde sted under forhold med høj luftfugtighed. Fyldstoffet i den originale emballage kan opbevares ved temperaturer mellem 17 og 27 grader, med forbehold for en fugtighed på 60 %. Hvis temperaturområdet stiger til 27-37 grader, falder den maksimale relative luftfugtighed tværtimod til 50%. Upakket garn kan bruges på et værksted i 14 dage. Dog skal ledningen beskyttes mod snavs, støv og olieprodukter. Hvis svejsningen afbrydes i mere end 8 timer, skal kassetterne og spolerne beskyttes med en plastikpose.
Derudover kræver brugen af spartelmasse en foreløbig beregning af forbrugssatsen. Det er mest bekvemt at planlægge ledningsforbruget pr. meter af forbindelsen, der skal fyldes. Dette gøres efter formlen N = G * K, hvor:
- N er normen;
- G er massen af overfladen på den færdige søm, en meter lang;
- K er korrektionsfaktoren, som bestemmes afhængigt af massen af det aflejrede materiale til det metalforbrug, der kræves til svejsning.


For at beregne G skal du gange F, y og L:
- F - betyder tværsnitsarealet af forbindelsen pr. en kvadratmeter;
- y - er ansvarlig for tætheden af det materiale, der bruges til at fremstille ledningen;
- i stedet for L bruges tallet 1, da forbrugssatsen beregnes pr. meter.
Efter at have beregnet N, skal indikatoren ganges med K:
- for bundsvejsning er K lig med 1;
- med lodret - 1,1;
- med delvist lodret - 1,05;
- med loftet - 1,2.

Det er værd at nævne, ikke ønsker at udføre beregninger ved hjælp af formlen, på internettet kan du finde en speciel lommeregner til forbrug af svejsematerialer. Trådfremføreren består normalt af en elmotor, en gearkasse og et system af tilførsels- og trykruller. Du kan gøre det selv eller købe en færdiglavet enhed. Denne mekanisme er ansvarlig for at transportere fyldmaterialet til svejsezonen.
Det skal også bemærkes, at tråden til gassvejsning med acetylen skal være fri for rust eller olie. Smeltepunktet skal enten være lig med eller lavere end smeltepunktet for det materiale, der skal behandles.
Hvis det er umuligt at finde en svejsetråd af en passende sammensætning, kan den i nogle tilfælde erstattes med strimler af materiale af samme kvalitet som det materiale, der behandles. Kravene til metalfilament til kuldioxidsvejsning er ens.


I den næste video finder du en sammenlignende test af 0,8 mm svejsetråd.













Kommentaren blev sendt.