Alt om Larsen Dowels

Begyndelsen af det tyvende århundrede var præget af et stort antal opdagelser og opfindelser inden for ingeniørvidenskab og teknologi. I 1902 gjorde en ingeniør fra Bremen (Tyskland) Trigve Larsen en interessant observation: Hvis metalstrimler bøjes i form af et trug, så kan de nittes sammen, så der dannes en sammenhængende overflade. Den tekniske innovation blev patenteret i 1910, og snart begyndte Tyssen-fabrikken produktionen af disse produkter, opkaldt efter den tyske opfinder.


Hvad er det?
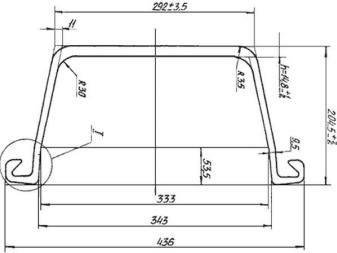
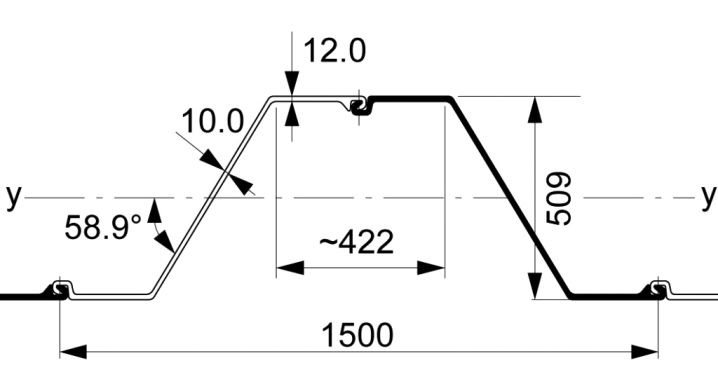
Spuns - Larsen spuns er en speciel sektionsprofil med afrundede kanter - låse, der kan forbindes med hinanden og danner en næsten uigennemtrængelig overflade. Tilstedeværelsen af riller giver dig mulighed for at forbinde flere elementer på én gang uden at kræve brug af svejsning.
Ansøgninger
I dag bruges spuns med succes til:
- hegn af damme, reservoirer, dæmninger, sluser;
- beskyttelse mod smuldring og sammenbrud af vægge i fundamentgrave, skyttegrave, fundamenter;
- isolering af steder, hvor aggressive stoffer opbevares (for eksempel lossepladser og samlere), samt veje og jernbaner;
- styrkelse af områder med jord, der er udsat for jordskred;
- konstruktion af vægge i tunneler, underjordiske parkeringspladser, garager;
- udstyr til dræningsanlæg;
- skabe lydtætte vægge (for eksempel omkring støjende motorveje);
- arrangement af drænkanaler omkring veje;
- konstruktion af reservoirer til opsamling af grundvand;
- samt ved konstruktion af bådpladser, broer, dæmninger.



specifikationer
Trækstyrkeegenskaberne for spuns skal være mindst 1497 MPa. Vægt 1 / lm, afhængig af typen af spuns, kan variere fra 53 til 140 kg. En kvadratmeter vejer fra 78 til 252 kg. Producenter producerer spuns i forskellige størrelser: længden kan være fra 5 til 22 meter. Prisparametre afhænger af bunkens vægt og varierer i området fra 58.710 til 64.000 rubler per ton. Prisen pr. løbende meter er som udgangspunkt ikke fastsat.


Et specifikt kendetegn ved Larsen spuns er omsætning - antallet af mulige dyk og indhak, som én profil kan modstå, samtidig med at dens funktionelle egenskaber bevares. Denne parameter afhænger af kvaliteten af kildematerialet. Derudover er det vigtigt:
- profillængde (kort omsætning er højere);
- installatørernes kvalifikationer og respekt;
- brugt udstyr;
- tilstedeværelsen af svejsning i profilernes samlinger;
- tilstanden af den jord, som spunsen føres ind i.



I gennemsnit antages antallet af dykkercykler at være syv, men afhængigt af ovenstående forhold kan denne værdi svinge op eller ned med op til 50 %. I øjeblikket er der ikke en enkelt statslig standard, der regulerer karakteristika og tekniske betingelser for produktionen af Larsen spuns. Producenter styres normalt af flere GOST'er: 4781 - 85, 7566 - 2018, 7565 - 81 og andre regulatoriske dokumenter, der bestemmer materialets sammensætning, betingelser for test af produkter og andre parametre.

Artsoversigt
Spuns kan opdeles efter flere kriterier - det materiale, de er lavet af, og formen på låsen.
Efter materialetype
Afhængigt af den type materiale, der bruges til produktion, er spuns opdelt i metal og plast, i nogle tilfælde er de lavet af armeret beton eller træ.
Metalpæle
I øjeblikket er metalpæle de mest udbredte. Som regel er de lavet af lavkulstofstål af almindelig kvalitet, type St3kp (GOST 380 - 2005). Den kemiske sammensætning af dette materiale inkluderer: kulstof fra 0,14 til 0,22%, silicium - mindre end 0,05%, mangan fra 0,3 til 0,6%, nikkel og krom - op til 0,3%, nitrogen og arsen - ikke mere end 0,008%, kobber op til 0,3%, skadelige urenheder - svovl op til 0,055%, fosfor op til 0,04%, resten er jern.


De mekaniske egenskaber af St3kp er som følger: Trækstyrke: 363 - 460 MPa, flydegrænse: 190 - 233 MPa, relativ kontraktion: 22 - 25%. Temperaturregimet, som bevarer de deklarerede driftsegenskaber, varierer fra -40 C til +400 C.
Med hensyn til styrkeegenskaber opfylder materialet fuldt ud kravene, derudover bidrager det lave kulstofindhold til god svejsbarhed. En vigtig parameter er de relativt lave omkostninger ved sådanne metaller.
Ifølge produktionsteknologien er stålpæle opdelt i:
- varm- og koldvalsede;
- svejset;
- kombineret.

Rulning er en ændring i formen af et emne ved hjælp af roterende aksler af en bestemt profil. Afhængigt af temperaturregimet er der to hovedtyper af denne teknologiske proces. Varmvalsning involverer opvarmning af barren over omkrystallisationstemperaturen for at lette den plastiske deformationsproces. Koldvalsning udføres ved stuetemperatur, som et resultat af, at der er en hærdning af overfladelaget på grund af dannelsen af arbejdshærdning - en ændring i formen af metalkornet.

Afhængig af formålet findes der fem hovedtyper af valseværker, hvoraf den ene - sektionen - er beregnet til fremstilling af spunsprofiler samt andre formede profiler.
Profilformerne, som en Larsen-tunge kan have, er meget forskelligartede: flad, kantet, trugformet, I-bjælker, Z-formet, S-formet, kombineret, forstærket mv.

Den mest almindelige er den trugformede profil. Flad tunge anvendes i tilfælde, hvor forankring ikke er anvendelig, samt ved hegn af runde flader. Specielle hjørneelementer bruges til at forbinde pælene. I nogle tilfælde laves minidyvler. Udvælgelsen af en profil udføres afhængig af opgaverne og på baggrund af projektet.

Plastpæle
I de senere år er Larsen plastdyvler sammen med stål i stigende grad brugt. Som regel anvendes polyvinylchlorid (PVC) til deres produktion. Den teknologiske proces af sådanne profiler kaldes ekstrudering. Dens essens ligger i at tvinge en blød polymer (forbindelse - "rå" PVC) gennem huller af en given størrelse og form (ekstruder). En nødvendig betingelse for denne operation er opvarmning til en temperatur på 80 - 120C.


Rå PVC-sammensætning, som inkluderer:
- farvende komponenter (oftest bruges titaniumoxid og jernoxid til at opnå henholdsvis hvide og brune farver);
- hjælpestoffer, der giver smøring - muligheden for uhindret passage af blandingen mellem ekstruderens metaloverflader;
- fyldstoffer indført i sammensætningen af forbindelsen for at korrigere de fysiske og mekaniske egenskaber;
- blødgøringsmidler, ved hjælp af hvilke modstand mod negative temperaturer og en stigning i elasticitet sikres;

Sammenlignet med stålspuns er plastprodukter kendetegnet ved:
- korrosionsbestandighed;
- lav vægt, på grund af hvilken omkostningerne til transport og installationsarbejde reduceres;
- lave omkostninger ved profilen;
- modstand mod sæsonbestemte temperaturændringer;
- elektrisk neutralitet;
- attraktivt udseende, der giver dig mulighed for at bruge profilen i landskabsdesign.

Ulemperne omfatter:
- høj termisk udvidelseskoefficient (der er risiko for ødelæggelse af strukturen, hvis der ikke er tilvejebragt termiske afstande);
- lavere styrkeværdier sammenlignet med stål;
- relativt lav modstand mod ultraviolet stråling.
Ifølge slottets form
Ud over profilen klassificeres not-og-not-pæle efter låsens form. Derudover er der andre pæle, der ikke har låse, samt modifikationer, der bruger svejsning. Disse profiler kan kombineres med hinanden for at give en stærkere forbindelse. I landene i det tidligere USSR er spunsbunker med russisk, ukrainsk produktion såvel som dem, der leveres fra europæiske stater, blevet udbredt. I dag er tre typer mest almindelige: L4, L5, L5-UM.

L4
|
Tungetype |
Materialekvalitet |
Nyttig bredde, mm |
Løbemetervægt, kg |
Vægt pr. kvadratmeter, kg |
Vægstyrke, kN/m |
Markedsudbredelse |
|
L4 |
St3kp, 16HG * |
405 |
74 |
182,7 |
517 |
høj |
- L5
|
Tungetype |
Materialekvalitet |
Nyttig bredde, mm |
Løbemetervægt, kg |
Vægt pr. kvadratmeter, kg |
Vægstyrke, kN/m |
Markedsudbredelse |
|
L5 |
St2kp, 16HG * |
420 |
100 |
216,4 |
696 – 800 |
meget høj |
- L5-UM
|
Tungetype |
Materialekvalitet |
Nyttig bredde, mm |
Løbemetervægt, kg |
Vægt pr. kvadratmeter, kg |
Vægstyrke, kN/m |
Markedsudbredelse |
|
L5-UM |
St3sp |
500 |
113,88 |
227,8 |
835 |
høj nok |
* Stål 16HG - lavlegeret stål indeholdende omkring 0,16% kulstof, 1% mangan og silicium, resten er jern og urenheder; mekaniske og operationelle egenskaber er tæt på i St3kp.
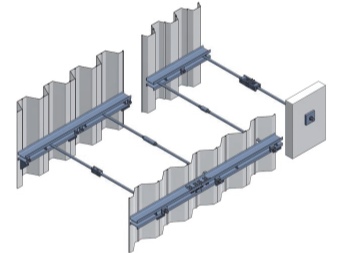
Dykkermetoder
Opførelsen af et spunshegn begynder med en vurdering af byggepladsen, især tilstedeværelsen af geologiske risici. Derefter udføres et projekt, på grundlag af hvilket matematiske beregninger udføres ved hjælp af specialiserede programmer. Dette tillader:
- beregn den nødvendige pælesektion;
- bestemme den nødvendige nedsænkningsdybde;
- komme med anbefalinger til at træffe yderligere foranstaltninger (efter behov).


Til udformningen af hegnet anvendes normalt jordbalancemetoden under hensyntagen til de belastninger, der virker på det inde og ude, da trykbalancen forstyrres under udgravning.
Ved beregning af spunspælene anvendes Blum-Lomeyer-metoden (grafisk-analytisk metode) under hensyntagen til det aktive og passive tryk af jord og vand, grubens dybde og spunsernes lodrette størrelse.
Derudover mener vi nødvendigvis typen spunsvægge, som kan have to typer konstruktion:
- anker;
- ankerfri.

Hvis ankertypen af spunsvægge anvendes, bør pælevendepunktet placeres i bunden af udgravningen, med ikke-ankertypen, på det sted, hvor afstivningen til ankeret skal monteres.
Værdien af bunkens nedsænkningsdybde afhænger af jordens kvalitet: i nærværelse af et siltet, sandet, lerholdigt stof tages denne parameter fra 2 meter, for tæt jord - fra 1 meter. Standarden STP 139 - 99 udviklet af Gipromoststroy Institute bruges som et vejledende dokument.
Efter beregningen beskrives nedsænkningsteknologien. Pælemontering kan udføres på tre måder:
- ved indrykning;
- stød metode;
- ved hjælp af vibrationsudstyr.

Essensen af den første metode er indførelse af pæle i jorden ved hjælp af statisk kompression ved hjælp af specialiseret udstyr. Denne metode er den mindst produktive, men anerkendt som den sikreste og mest skånsomme (ingen støj og vibrationer).
Den anden metode er tværtimod meget effektiv, men der er skadelige faktorer: høj vibration og støjbaggrund, hvilket skaber en fare for kommunikation, der kan være placeret i nærheden af arbejdspladsen, derfor anbefales det at forbore "leder "brønde.

Vibrationsnedsænkning (ofte i kombination med erosion) bør anvendes på steder med tætte bygninger, såvel som i nærværelse af løs jord mættet med vand. Essensen af metoden er at sænke vibratoren på grund af dens vægt og vibrationsamplitude. Udførelsen af arbejder på installation af spuns er reguleret af de relevante dokumenter. Arbejdsrækkefølgen omfatter flere operationer.
- Markering af pælenes position på jorden.
- Installation (fastgørelse) af vibratoren til pælen.
- Fastgørelse af tungen med et kabel.
- Placering af pælen i lederen.
- Sænkning af spunsen i jorden til en forudbestemt dybde.
Transport af spuns kan udføres ved hjælp af ethvert middel med passende bæreevne.
En vigtig betingelse er behovet for deres pålidelige fastgørelse - til dette formål bruges pakninger. Pæle kan opbevares både på lager og udendørs.
Hvordan udvindes?
Demontering af pæle er ikke en obligatorisk operation - i nogle tilfælde er de "begravet" i strukturen. Ikke desto mindre kan udvinding af spuns ofte give håndgribelige økonomiske fordele, da de i dette tilfælde formodes at blive genbrugt.
Til at udføre arbejdet er der udviklet en teknologi baseret på brug af vibration. Samtidig er de friktionskræfter, der opstår på tungens laterale overflade, mærkbart reduceret. I nogle tilfælde (på let sandjord, med korte pæle) er det kun muligt at grave spunserne ud med kran.

Hvad er Larsen fer og not, se videoen herunder.






Kommentaren blev sendt.