Borstørrelser

Borstørrelser er information, som selv uerfarne hjemmehåndværkere ikke kan undvære. Det er nødvendigt at studere tabellen over diametre af bor til metriske gevind og andre typer huller. Ud over standardstørrelserne i henhold til GOST er der endnu en subtilitet - hvordan man bestemmer størrelsen af strukturen.


Oversigt over standardstørrelser
Bearbejdning af metal, træ, plast og nogle andre materialer uden huller er nogle gange umuligt. Det betyder, at du bliver nødt til at forholde dig til borenes diametre. Typiske bestemmelser om dem er givet i GOST 885, godkendt i 1977. Standarden regulerer kun dimensionerne af spiralprodukterne.
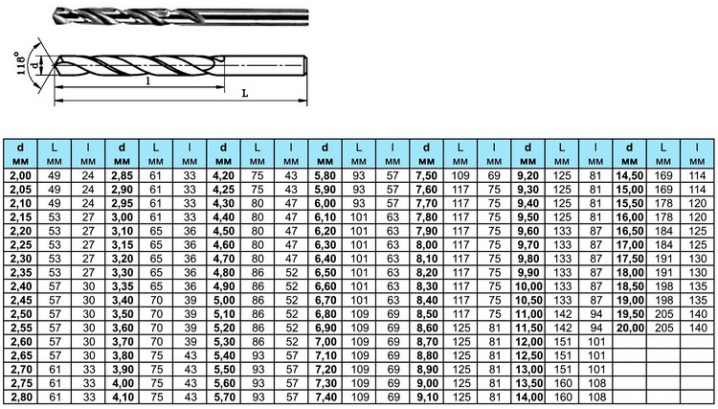
Nogle muligheder er vist i tabellen nedenfor (mål er i mm).
|
Range serie |
Tilstedeværende værdier (i parentes - varianter af signifikante cifre efter decimaltegnet) |
|
Op til 0,3 |
0,25 (28; 3) |
|
Ikke mindre end 0,3 og ikke mere end 0,38 |
0,32 (35; 38) |
|
0,38 — 0,48 |
0,4 (42, 45, 48) |
|
0,67 — 0,75 |
0,68 (70; 72; 75) |
|
1,06 — 1,18 |
1,1; (15) |
|
1,50 — 1,70 |
1,5 (60; 65; 70) |
|
1,90 — 2,12 |
1,95; 2,00; 2,05; 2,10 |
|
3 — 3,35 |
3,1; 315 (efter særlig bestilling); 3,32; 3,33; 335 (efter specialbestilling) |
|
9,50 — 10,60 |
9,6 (7; 8; 9); 10,0 (1,2,3,4,5,6) |
|
23,02 — 23,6 |
23,25; 23,50 |
|
53,00 — 56, 00 |
54; 55; 56 |
Det er værd at overveje, at værktøjer til metriske gevind kan reguleres af forskellige andre standarder. Den overordnede graduering er dog universel. Tildel:
-
kort (længde fra 2 til 13,1 cm, sektion fra 3 mm til 2 cm);
-
langstrakt (med sektioner svarende til den foregående kategori, men med en længde på 13,1-20,5 cm);
-
en fuldgyldig lang (sektion fra 1 mm til 2 cm, længde fra 20,5 til 25,4 cm) gruppe.


Hvordan bestemmer man?
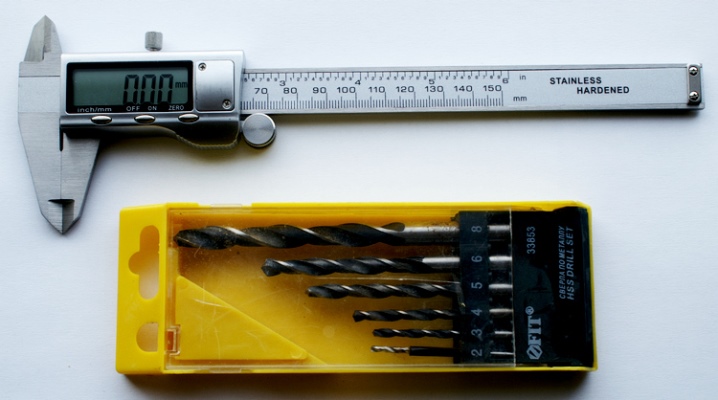
Den nemmeste måde at finde ud af størrelsen på boret er ved at se på fabriksmærkningen og den medfølgende emballage - den er altid forsynet med de nødvendige påskrifter. Men nogle gange virker det ikke så nemt. Erfarne håndværkere kan ganske nøjagtigt bestemme dimensionerne af et boreværktøj ved at sammenligne det med prøver af en tidligere kendt type.
Den højeste kvalitetsmåling udføres ved hjælp af en skydelære eller mikrometer.
De gør også dette:
-
efterlad et mærke på enden af skaftet;
-
læg hardwaren på papir (nødvendigvis - på en flad, glat understøtning);
-
drej mærket ned;
-
en prik sættes på det sted, hvor mærket rører papiret;
-
ved forsigtigt at rulle boret, drej det en omgang;
-
sæt det andet punkt;
-
mål afstanden mellem dem;
-
erstatte denne afstand L i en formel på formen R = L / 2x3,14, hvor R er den ønskede sektion.
Hvordan vælger man størrelsen?
De såkaldte SDS-skafter er meget udbredt. Situationen med dem er som følger:
-
Simple SDS bruges i 40 mm runder;
-
SDS + 10mm bruges også i sådanne borepatroner på let type hammerbor;
-
SDS top er et sjældent 14 mm format, der bruges i 70 mm patroner;
-
SDS maksimum - med forventning om bor større end 2 cm og patroner på 90 mm.

Ud over skafterne skal der tages hensyn til overensstemmelsen mellem størrelsen af boret og størrelsen af det hul, der skal laves. Så et værktøj i kategorien "1.6" kan stanse kanaler med en størrelse på 1,75 mm.
Andre hovedmuligheder er:
-
med et M5 gevind og en egen sektion på 4,2 mm, vil det vise sig at lave en kanal op til 4,5 mm;
-
et M10-bor med en bredde på 8,5 mm vil gennembore en passage fra 8,7 til 9 mm;
-
tager du M16 (med 14 mm), kan du regne med et hul på 14,5 mm i den første og 15 mm i den anden række.
For mere information om borstørrelser, se videoen nedenfor.













Kommentaren blev sendt.