Hvordan slibes et metalbor derhjemme?

Uanset hvad boret viser sig at være - selv en højkvalitets - efter hundredvis af borecyklusser bliver det sløvere og mister den perfekte slibning, der er givet til selve produktet på fabrikken. Det vil ikke bore et perfekt, ikke-ravset hul, før boret er slebet tilbage til sin tidligere skarphed.
Hvornår skal du skærpe?
Boreslibning til metal er nødvendig i følgende tilfælde.
- Hopper af fra punktet markeret ved hjælp af kernen.
- Når du prøver at bore uden at markere det fremtidige hul, fanger boret ikke det valgte punkt med spidsen af spidsen, men "går", uanset hvilken indsats mesteren gør.
- Der er et slag, banke, støj under boring, der bliver til et højfrekvent klang. Banken og vibrationerne løsner boret (eller hammerboret). På mekanikken brudt af stumpe bor, kan du ikke bore med nye, netop købte bor: et nyt bor går ofte i stykker fra dette.
- Overophedning selv efter et minuts kontinuerlig drift. Overophedning af højhastighedsstål vil føre til tab af dets styrkeegenskaber (sejhed, hårdhed), og produktet vil kun være egnet til træværk og ikke til metal.
- Metalpartikler bliver revet, spiralspåner forsvinder.
Hvis der findes et eller flere tegn, skal du straks stoppe boringen og kontrollere skarpheden af spidsen og spiralkanterne.

Nødvendige værktøjer
Ethvert af de valgte værktøjer, inklusive dem, der er udstyret med en elektrisk motor, skal slibe stålprodukter (knive, boremaskiner, sakse osv.). Det andet krav er at beholde boret, der skal slibes i processen. Hvor hurtigt og effektivt boret skærpes afhænger af indstillingen af den nødvendige slibevinkel for det overskydende stållag fra kanterne af spidsen og hastigheden af at skubbe produktet mod slibeskiven. Mekaniserede slibeværktøjer giver dig mulighed for at bringe en boremaskine med en diameter på 3-19 mm til driftstilstand på et par minutter. Spiralbor slibes på specielle eller konventionelle maskiner med en elmotor og et simpelt fremføringssystem. En sådan maskine kan samles uafhængigt i en garage - der er ingen grund til at købe professionelle maskiner; ofte rettes opretningen af borepunktet med en fil, en slibesten eller en cirkel.



bulgarsk
Mesteren skal ud over selve det elektriske drev have en skruestik, hvori det drejede produkt er fastspændt.
Slibeskivens kornstørrelse er valgt, så det blotte øje ikke kunne se mikrofurerne efterladt af kornene af glaskrumme, som sliber metallet.

Gør følgende for at dreje en boremaskine med en kværn:
- fastspænd boret lodret i en skruestik;
- slib bagkanten for at fjerne tegn på slid;
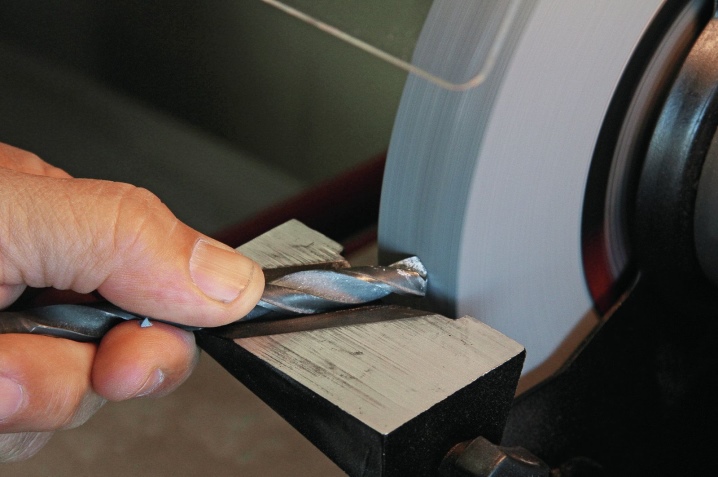
- slib skæret i en vinkel på 120 °.
Hold ikke boret uafbrudt i mere end to sekunder. Korte sessioner består i at fjerne tynde, meget mindre end 1 mm, lag af legering fra arbejdskanten. Boret er klar til brug igen.

Skærper
Kværnen er kendetegnet ved sin brugshastighed, mobilitet, men mesteren betaler for at dreje med sin hjælp med skadesrisiko. Selv ved at sætte et beskyttende dæksel på slibemaskinen, er der mulighed for, at hjulet revner, værktøjet vil føre med en kort jamming med en hastighed på tusindvis af omdrejninger i sekundet. Sliberen reducerer risikoen for skader på grund af selve maskinens stive fiksering. Hvis det er umuligt at bestemme slibevinklen, påføres en plastskabelon, som påføres overfladen, der skal slibes, inden slibningen påbegyndes. For at holderen ikke går til siden er den fastgjort med en bolt. Gør følgende for at dreje boret på en slibemaskine.
- Klip boret ind i holderen og tænd for maskinen.
- Flyt skærene til slibeskiven i en vinkel på 120°.
- Hvis der er hak og buler på boret, slib dem af fra alle sider. De forstyrrer justeringen af produktet og boret, hvilket får sidstnævnte til at vibrere unødigt.
Slibebor med stor diameter, på grund af den øgede samlede varmekapacitet, overophedes stålet, skifter fra højhastighed til konventionelt, uegnet til at bore andre stål.


Borehoved
Boret giver dig mulighed for at slibe bor til metal. Handlingsskemaet er som følger.
- Monter adapteren til konventionelle bor på boret. På en simpel elektrisk boremaskine er det usandsynligt, at det kræves.
- Installer et bor i hullet med den ønskede diameter.
- Start boret og slib boret på den ene side.
- For at dreje den anden skærekant skal du dreje den anden side af boret fra samme ende.
Boret vil kun slibe et lidt sløvt bor.
Et produkt med buler og hak på skærkanten kan ikke slibes med en boremaskine.
Men på grund af de relativt lave omkostninger - i sammenligning med andre værktøjer - er det billigt at dreje bor på en dyse.




Fil eller fil
Filen er ikke egnet til bearbejdning af højhastighedsstål, som er kendetegnet ved øget hårdhed sammenlignet med andre kvaliteter og kvaliteter af stål. Ved brug af ru eller diamantbelagte sten er det svært at opretholde den ønskede slibevinkel i hånden. Brug motoriserede slibeanordninger.

Teknologi
For at slibe en boremaskine med høj kvalitet er der brug for visse enheder. Om det er en lille eller en stor boremaskine er lige meget - Teknologien er den samme: Hovedarbejdet udføres af skærekanterne i enden, og sidespiralkanterne justerer det borede hul og afleder spånerne ind i spiralkanalerne.

Den nemmeste måde at slibe en boremaskine på er en bøsning, dens indvendige diameter er den samme i diameter som sektionen af selve boret. Muffen er fastgjort i den ønskede vinkel. Det vælges på følgende måde - boret skal tydeligt og med indsats ind i skabelonen uden at afvige en grad. Hvis boret afviger, vil incisale kanter ikke komme sig nøjagtigt og vil ende med at "gå" under arbejdet. Muffen kan suppleres med ikke-jernholdige metalrør, hvis indvendige diameter er lig med de mest almindelige værdier for produktdiameteren.

Særligt kyndige håndværkere eftermonterer denne enhed med en træblok, boret med bor med forskellige diametre.
Skabelonen inkluderer et praktisk værktøj, der letter borets tilførsel til slibeskiven til slibning og tillader ikke produktet at bevæge sig i den modsatte retning. Jo hårdere træsort, som stangen er lavet af, jo mere nøjagtigt indstilles vinklen: for eksempel bruger mesteren en egetræsstang til at fodre boret, mens borets sving i den, når den slibes, er dens sving udelukket . Maskinen - for eksempel den samme hvæsesten - kan være hjemmelavet: det vigtigste er, at hvæsestenen ikke er centreret, ikke vibrerer under drift.

Korrekt vinkel
Vinklen bestemmes af typen af stål eller andet metal (eller legering), hvori hullerne er boret. Jo lavere hårdhed metallet eller legeringen er, jo større slibningsvinklen. Så for stål, støbejern og bronze, hvorfra emnerne skal bores, når slibningsvinklen 120 °, for plastik og bløde alkalimetaller som magnesium - 85 °.


Men for glas- og porcelænsstentøj er vinklen endnu dummere - 135 °, det samme kræves for blød bronze og aluminiumslegeringer.
Enhver træart kræver 130 °. 115° er tilstrækkeligt til rustfrit stål. Faktum er, at et let eftergivende metal danner flere spåner på kort tid, overdreven friktion opstår, borespidsen opvarmes mere og hurtigere. Og overdreven varme sløver det - selv det hærdede stål, som boret er lavet af, hærdes, når det opvarmes. Produktets stål mister sin hårdhed og begynder snarere at blive stump.

Fejlretning
Du kan medbringe en genopbyggelig boremaskine hjem på specielle slibeskiver, der kombinerer grovslibning af højhastighedsstål med finkornet. Disse skiver indeholder et relativt blødt fyldstof, der fjerner grove ridser, hak og huller fra arbejdet. De elimineres uden at ændre formen på skærekanterne. Disse skiver placeres på en kværn eller boremaskine, og boret spændes på en separat klemme eller i en skruestik. Hvis forarbejdningen med hjul viste sig at være grov, slibes selve produktet med et roterende smergelhjul.

Undersøgelse
En hurtig kontrol af korrekt slibning opnås ved hjælp af en speciel skabelon, der måler længden af skærekanterne, placeringen af spidsen, vinklen på udløbskanalernes affasning på boret og værdien af vinklen på den langsgående vinkel. kant.

Underskæring
Hvis mesterens 10 mm bor er sløvt, så skærpes produktet fra siden af forkanten. Opgaven er at øge vinklen på skærkanten og reducere affasningen af forkanten, indsnævring af den tværgående kant.
Sidstnævnte vil gøre det muligt for metallet eller legeringen på emnet at blive skrabet mere aktivt i midten af hullet.
Dette forhindrer accelereret brud af de mindste stålkorn fra spidsen, hvilket betyder, at det forlænger borets levetid, gør det muligt at bore hurtigere og mere. Produktet er desuden slebet i en lille frivinkel, hvilket reducerer friktionskraften i de skårne huller.


Anbefalinger
Almindelige bor slibes med egne hænder på en simpel slibemaskine, en sav med en stor slibeskive, en kværn eller en boremaskine med en dyse. Men for krone kan en speciel maskine være påkrævet. Faktum er, at kronen har en akse - hovedboret, som er et almindeligt produkt. Og hvis det skærpes på en enkel måde, så vil den takkede, savlignende kant af kronen kræve maskinforhold. Det samme gælder for kegletrinsbor.

Slib ikke bor uden beskyttelsesdæksel og skærm - spredning af stålstøv er farligt for øjnene. Flere øjenskader, tilstopning med spåner er fyldt med vanskeligheder med deres udvinding.
I værste fald, på grund af forgiftning med stål, der ruster i et salt miljø, vil en person let miste det. Pas på ikke at bore i loftet uden hjelm - faldende spåner falder også ind i ubeskyttede øjne.
Få den rigtige vinkel til din underskæring. For "flad" bor vil ikke bore stål, for "stejl" - træ, aluminium, bronze, magnesium, plast. En forkert vinkel vil enten få boret til at vrikke, og hullet vil bevæge sig, eller det vil sætte sig fast og knække.
Bor ikke med almindeligt højhastighedsstål i glas, porcelænsstentøj, granit, keramik, højstyrket ler. For disse materialer er der en såkaldt gevinst. Pobeditovy-legeringen overgår markant højhastighedsstål i styrke. Forsøg ikke at bore gennem hærdet glas - det smuldrer med det samme.
Slib ikke sejrende øvelser med almindelig smergel og forglasset stencirkler. - til disse produkter er der en diamant, som de cirkler, hvormed de skærer sten, mursten og hærdet stål. Slib sejrende øvelser ved lave hastigheder.

Overopvarm ikke boret, når du drejer - overophedet stål vil opleve anløbning og blive mærkbart værre. Hun vil ikke længere være hverken hærdet eller højhastigheds (instrumental).
Køl ikke et rødglødende mejslet bor i vand eller andre kolde væsker - det vil trænge ind med mikrorevner fra skarp afkøling. Ved det første forsøg på at bore et emne vil produktet straks gå i stykker.
Bøj ikke boret, når du drejer. Den mindste omhu - selv i en vis grad - vil føre til ujævn drejning, vibrationer vil opstå, knække selve boret og løsne gearkassen og boremotoren.
Længderne af skærekanterne adskiller sig fra hinanden op til 0,3 mm. Denne begrænsning overholdes ved drejning af bor med lille diameter.

Længden af arbejdsdelen bør ikke være mindre end en centimeter. Hvis boret går i stykker, og en del af skæreområdet kastes ud, skal du ikke slibe bor, hvis arbejdssektion nu er mindre end en centimeter.
Hårdmetal-spidsbor (f.eks. Pobedit, diamant-spids) slibes med de samme værktøjer som solide bor fremstillet af de samme materialer.
Hvor nemt det er at slibe et bor, se nedenfor.













Kommentaren blev sendt.