At lave en kløft med dine egne hænder

Kløver har været kendt siden oldtiden - dette er en type økse, kendetegnet ved en øget vægt af snittedelen og en speciel slibning af bladet. Deres opgave er ikke at hugge stammen, men at flække den. I det øjeblik værktøjets jernære rammer et træ, stikker en almindelig økse ind i det og sætter sig fast. Kløveren, der har en større masse og et stumpt blad, deler træet i to dele under påvirkning af slagkraften. Der er mange kløvekonfigurationer. De adskiller sig i form, vægt, slibevinkel, håndtagslængde og andre designegenskaber. I øjeblikket er der modifikationer af kløvere i elektrisk, benzin, halvautomatisk, manuel form og endda kløve til mursten.



Værktøj og materialer
Når du laver en kløver med dine egne hænder, skal du tage hensyn til det lokale træs ejendommeligheder for at opnå det bedste resultat ved opdeling. Liste over værktøjer, som du muligvis har brug for, når du laver en hjemmelavet kværn:
- bulgarsk;
- slibende slibeværktøjer (smargel, sandpapir, fil og andre);
- hacksav;
- Hammer;
- kniv;
- svejseinverter (i nogle tilfælde).




Materialet til fremstilling af snittedelen af kløveren kan være:
- gammel økse (ingen revner i numsen og bunden af bladet);
- fjederelement.
Håndtaget er lavet af hårdttræ:
- egetræ;
- bøg;
- Birk;
- kornel;
- Valnød.
Materialet til øksen høstes i forvejen - flere måneder før opstart af kløveproduktionen. Træet samles op i perioden med suspension / stop af saftstrøm - dette vil reducere sandsynligheden for brud på emnet, når det tørrer.


Kløverfremstillingsproces
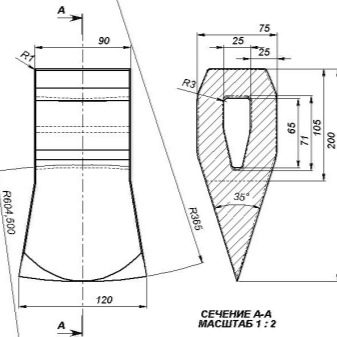
Før du starter processen, skal du tegne tegninger af den fremtidige kløver. Dette vil give dig mulighed for at opretholde optimale formparametre, opretholde proportioner og opretholde et afbalanceret tyngdepunkt. Hvis kløften er lavet af en gammel økse, skal du reflektere den på papir, mens du bibeholder dimensionerne, og derefter anvende de foreslåede tilføjelser over billedet af øksen. Udgaven fra foråret afspejles på papiret under hensyntagen til arbejdsemnets parametre - bredde, tykkelse og længde. Et vigtigt aspekt ved at forberede sig på at lave en kværn er at tegne en passende håndtagsform.
Et forkert valg af de passende parametre for øksen kan forringe snitterens egenskaber.
Fra øksen
En gammel øksekniv er den enkleste version af et stikværktøj. Der er flere måder at lave denne model på. Lad os betragte dem i rækkefølgen "fra simple til komplekse". Hvis det er beregnet til at kløve blødt træ i form af klodser med lille diameter, minimeres modifikationen af øksen. Det er nok at ændre skarphedsvinklen - for at gøre den mere stump. Øksen vil ikke klistre, men vil "skubbe" kloden til siderne.
For at skære hårdere træ er det nødvendigt at øge vægten af jerndelen af flækkeøksen. Svejs specielle "ører" til siderne - metalbuler. De er designet til at øge massen og en glidende effekt i stødøjeblikket. Sådanne svejsninger kan fremstilles af fittings, fjedre eller fra ethvert metalemne. Armeringen er svejset i to sektioner på hver side. Det er vigtigt at koge dem godt sammen og svejse dem med bunden. Efter sammenføjning skal du male dem til indsnævringen. Resultatet er effekten af to kiler på siderne af øksen. For at øge massen og slagkraften anbefales det at bruge fittings med en diameter på 15 mm og derover.

Fjederen svejses på samme måde.I nogle tilfælde skal den formes som en økse, så de fremspringende kanter ikke forstyrrer fældningen. Til sidst skal du udføre en tilspidset slibning, svarende til den, der bruges til forstærkning. I begge tilfælde skal sidesvejsningerne løbe fra spidsen til kanten af klingen. I området af klingen udføres en særlig grundig svejsning. Under slibningen skal kant- og svejseperlerne smelte sammen til en hel klinge.
Det er tilladt at bruge en kombineret udgave af en økse og en kløver. I dette tilfælde bevares den skarpere slibning af øksen og vægten af kløveren. I det øjeblik metallet rører ved træet, vil det klistre ind i det, og side-"ørerne" vil skabe effekten af at skubbe klodserne til siderne. En sådan kløveøkse gør det muligt at hugge og kløve brænde uden at skifte værktøj.

Fra foråret
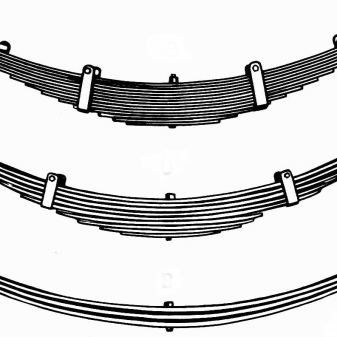
Ændring af en spaltekniv fra en fjeder er en mere arbejdskrævende fremstillingsmulighed. Det vil tage mere tid, værktøjer og materialer. Fjederbladet fra et tungt køretøj fungerer som basis. Egenskaberne ved netop denne fjeder er optimale. For at danne hovedbladet kræves en fjedersektion svarende til to langsgående længder af den fremtidige kløver med tilføjelse af værdien af dens bredde. Arbejdsemnet skal bøjes i form af bogstavet "P".
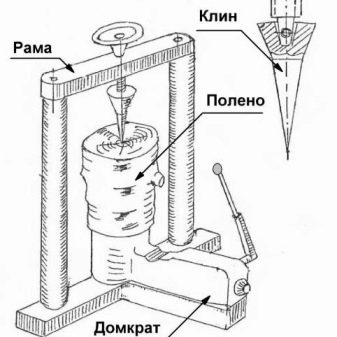
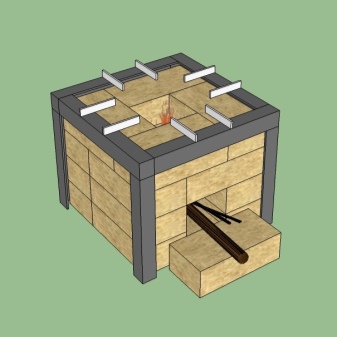
Fjedermetallet har øget styrke og elasticitet. Det vil kun være muligt at bøje det til en given form ved at opvarme det til ekstremt høje temperaturer tæt på smeltepunktet. Du bliver nødt til at lave en miniovn - opvarmning udføres i den. Den hurtige monteringsmulighed for en sådan ovn involverer brugen af flere ildfaste mursten. De skal lægges sådan, at du får en terning med tom plads i kernen. Det skal være nok til den fuldstændige placering af emnet i det. Ildfaste mursten er nødvendige for at forhindre varmetab ved opvarmning.
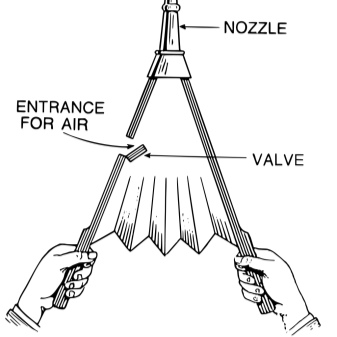
Opvarmning kan udføres ved hjælp af en gasbrænder eller kul. I begge tilfælde vil der være behov for yderligere ilttilførsel. Det leveres af en kompressor under tryk eller ved hjælp af improviseret bælge: et diagram over deres samling er vist i figur 1. Arbejdsemnet vil være rødglødende. Fjern det med en speciel tang. Sæt en ambolt eller et improviseret smedbord på. Brug en tung hammer til at bøje fjederen i form af bogstavet "P". Hvis det ikke var muligt at bøje, før metallet er afkølet, skal det opvarmes igen.
Denne procedure udføres bedst sammen. En person holder arbejdsemnet fast på ambolten med begge hænder, den anden slår med en hammer. Efter at have givet den ønskede form, lad metallet afkøle langsomt - på denne måde hærder det ikke og vil være formbart under yderligere forarbejdning. Endnu et forårsafsnit er under forberedelse. Dens længde er lig med afstanden fra numsen til bladet. Det er indsat i midten af det tidligere "P" -formede emne. Kanterne på "P-emnet" presses mod fjederdelen ved hammerslag. Resultatet skal være en "tre-lags" kløver. Lagene svejses sammen og slibes med en slibemaskine med slibeskive. Den endelige form af denne klyver skulle have strømlinede funktioner uden fremspring, der ville forhindre metals indtrængning i træet.

Fjederkniven kan nemt ændres til et værktøj af samme navn med et forskudt tyngdepunkt. Denne model kaldes den "finske" kløver. På den ene side af skæreelementet svejses en ekstra fortykkelse - kun et "øre". I anslagsøjeblikket tvinger det forskudte tyngdepunkt klyven til at rotere i tværplanet. Effekten af at rive klumperne i stykker forstærkes - dens to halvdele flyver bogstaveligt talt fra hinanden. Den "finske" model er udstyret med et krogformet fremspring i numseområdet. Den er designet til at holde en af delene af bjælken og tillader den ikke at flyve ud til siden. Dette gør det muligt for skovhuggeren at bevæge sig mindre fysisk, hvilket gør hele processen lettere.
Fremstilling af økse
Det tidligere forberedte emne behandles for at give det form af et håndtag, afspejlet i tegningerne.
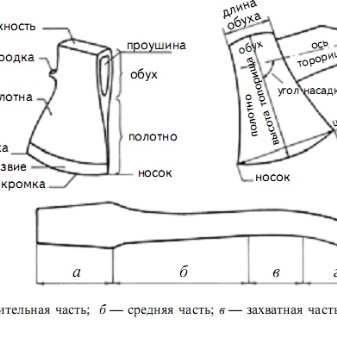
Den overordnede konfiguration af knivhåndtaget har følgende optimale egenskaber:
- længde fra 80 cm;
- fortykkelse i området af metaldelen;
- håndfladestøtte på kanten;
- ovalt tværsnit.


Kløven har et længere skaft end øksen. Denne værdi giver tilstrækkeligt skulderspænd og øger anslagets kraft. I de fleste tilfælde er klipperens økse lige - der kræves ingen bøjninger til håndfladerne. Fortykkelsen ved siden af jernelementet forhindrer håndtaget i at knække på det punkt, der er under maksimal belastning. Nogle gange er en metalstang svejset på kløften, placeret på siden af den nederste del af håndtaget. I færd med at kløve rammer sidstnævnte træet. Den svejste stang tjener som beskyttelse i sådanne situationer.
Det høje svingforhold på grund af kløvens vægt skaber centrifugalkraft. Hun bestræber sig på at snuppe værktøjet fra skovhuggerens hænder. For at undgå dette er der anbragt et stop for enden af øksen, som ikke tillader håndfladen at glide af. Formen på ovalen i tværsnit skaber en afstivningsribbe, der forhindrer håndtaget i at knække i stødøjeblikket. Den runde form har i dette tilfælde en lavere styrkefaktor.
Montering af en kløver på en økse kan gøres på to måder. Den første er at holde kløften gennem håndtaget. Der skal være en fortykkelse i enden af håndtaget, som forhindrer kløften i at flyve af. Et lignende fremstødssystem bruges i hakken. Den anden er at indsætte en økse i en kværn. Den er slebet, så den kan indsættes med tilstrækkelig kraft. For at fastgøre kløven på håndtaget bruges afstandskiler. For at bruge dem skal øksen have et tyndt snit i sin fortykkede del. Skæredybden er 1-1,5 cm mindre end stødbredden. Denne værdi forhindrer håndtaget i at flække i området af metalelementet.

Når kløven er monteret på håndtaget, drives afstandskilerne ind i snittet. De er lavet af metal eller det træ, som håndtaget er udskåret af. Det anbefales ikke at bruge kiler af en anden træsort. Forskellen i deres egenskaber kan føre til for tidlig tørring af afstandselementet og svækkelse af landingsfikseringen af kløveren på håndtaget. Skruekiler, som skrues ind i emnet, er ikke tilladt at bruge. De er ineffektive og kan svække øksens strukturelle styrke.
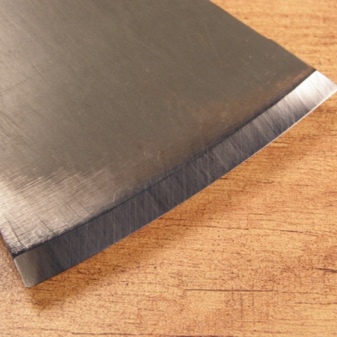
Skærpende finesser
At slibe et kløveblad er anderledes end at slibe en almindelig økse. Det er ikke skarpheden, der er af afgørende betydning, men vinklen. Ved kløven er det mere kedeligt - omkring 70 grader.
Knivens slibevinkel kan kombineres.
I dette tilfælde, fra den side, der er tættere på håndtaget, er det skarpere. På den modsatte side - så dum som muligt. Dette giver det bedste flækkeresultat. Den skarpere del af den første møder træet, gennemborer det. Dette gør det muligt for den tykkere side at trænge dybere ind i opklodsningen og øge glideeffekten. På denne måde, med færre hits, kan der opnås flere splits.
Sådan laver du en kløft af en økse med dine egne hænder, se videoen nedenfor.
































































Kommentaren blev sendt.