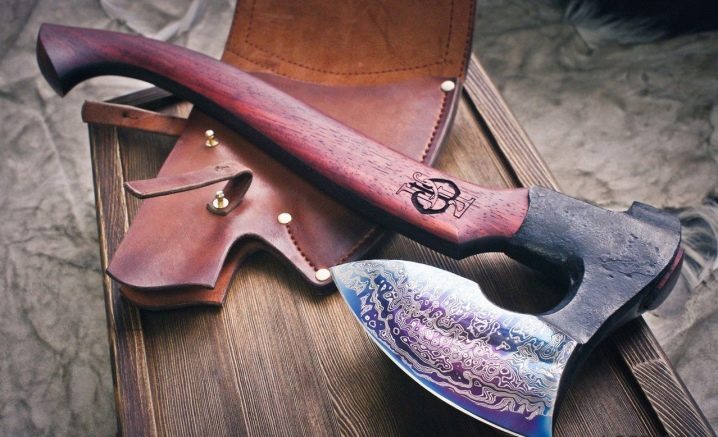
Funktioner af smedede økser

Smedede økser er et populært værktøj og er meget udbredt i mange områder af menneskelig bestræbelse. Deres høje efterspørgsel skyldes den særlige styrke af materialet opnået ved hjælp af den ældste metalbearbejdningsmetode - smedning.
Fremstillingsproces
Smedning betragtes som en af de traditionelle metoder til fremstilling af økser og er på mange måder overlegen i forhold til mere moderne teknologier. Dens hovedtræk er en ændring i metallets struktur og tæthed samt eliminering af revner og lufthulrum i det. Smedning af økser er et håndværk udført af smede. Metalbearbejdning udføres ved hjælp af hånd- eller elektriske hamre ved at forme varme emner til ønskede former.

I dette tilfælde virker stødbelastningen på hele metallets masse og efterlader ingen resterende spænding og hulrum i den. Som et resultat får hele tykkelsen af materialet en retningsbestemt struktur, mens den bliver meget stærk og modstandsdygtig over for enhver belastning. Smedning af emner til økser udføres flere gange, på grund af hvilke slagger forskydes fra porerne, og de eksisterende hulrum er fyldt med metal.

Det næste trin i at smede en økse er at forme emnet til den ønskede form. Processen består i at forme klingen og bøje øjet med dens efterfølgende svejsning ved hjælp af smedesvejsning. Desuden er området af øjet gjort mindre hårdt sammenlignet med bladet på en økse, som et resultat af hvilket metallet er mere tyktflydende, hvilket gør det muligt at slå søm med bagsiden af værktøjet. Og metalbearbejdningen afsluttes med den fine efterbehandling af øksen, som udføres ved metoden med slibning og slibning.

Det sidste trin i fremstillingen af værktøjet er skabelsen af en økse - et træøkseskaft. For at gøre dette skal du bruge hårdttræ: bøg, birk, ask eller akacie. Skaftets form afhænger helt af instrumentets formål, og dets længde beregnes normalt individuelt. Så den optimale størrelse på håndtaget er afstanden mellem skulderen og håndleddet: det er denne længde, som øksen anses for at være mere sikker at arbejde med.

Fordele og ulemper
Populariteten af håndlavede smedede økser forklares med en række af deres fordele i forhold til værktøjer, lavet på andre måder.
- Kvaliteten af smedede modeller er meget bedre end kvaliteten af stemplede og støbte modeller, hvilket skyldes teknologien med multipel smedning og metalhærdning.
- Øksen matcher altid formålet med øksen og er ofte specialfremstillet.
- Derudover bruges kun træ af høj kvalitet til fremstilling af håndtaget, hvilket udelukker dets spaltning under påvirkning af tunge belastninger.
- Og også, mange fagfolk bemærker den fremragende fastgørelse af øksen til skaftet, hvilket giver dig mulighed for ikke at bekymre dig om, at den falder af øksen under hugningsprocessen.
- En anden væsentlig fordel ved smedede modeller er deres holdbarhed. Et sådant værktøj er i stand til at tjene i mere end et dusin år og er ofte arvet fra bedstefar til barnebarn.






Men som ethvert andet værktøj har smedede økser stadig ulemper. Først og fremmest inkluderer de en høj omkostning, hvilket forklares med manuelt arbejde, som altid har været dyrt.Derudover sliber smede hver specifik model udelukkende til en bestemt type arbejde, og for at kunne bruge den til andre tekniske opgaver skal klingen efterslibes. Den næste væsentlige ulempe er risikoen for at købe et produkt af lav kvalitet, under fremstillingen af hvilket metallet ikke var færdigt eller overophedet.

For at beskytte dig selv mod at købe et sådant produkt, bør du bruge tjenester fra erfarne professionelle smede, som værdsætter deres omdømme og bærer personligt ansvar for hvert produkt, de fremstiller. En anden væsentlig ulempe ved en smedet økse er behovet for korrekt slibning. En smedet klinge kan ikke slibes ved konventionel metalslibning: i dette tilfælde kræves en finkornet slibeskive langs den smedede kant. Endnu sværere at slibe er mønstrede klinger, som kun bør håndteres af fagfolk.




Design
Enheden af en smedet økse har forblevet uændret i mere end hundrede år og omfatter en række elementer.
- Klinge er den vigtigste arbejdsdel af øksen og gennemgår en separat hærdning. Ved korrekt brug bliver et godt slebet blad praktisk talt ikke sløvet. Normalt bruger smedede økser teknologien med central slibning, når kun midten af klingen skal slibes. Samtidig er kanterne bevidst gjort noget matere, hvilket gør, at øksen mere effektivt kan trænge ind i træets dybde.

- Angriber eller klinge, er en flad overflade, der ender i et blad og er hoveddelen af øksen. Den optimale bladvægt er 800-1000 g. Sådanne modeller betragtes som universelle og egnede til de fleste typer aktiviteter.

- Økse er et træhåndtag og er ansvarlig for værktøjets brugervenlighed. Ifølge profilens konfiguration skal den ligne et æg, da håndtagene på denne særlige form passer bedst i hånden. Håndtagets længde varierer afhængigt af modellens formål. For eksempel til fældning af liggende træer skal den være mindst 70 cm.

Denne størrelse reducerer markant risikoen for skader, når klingen i tilfælde af en fejl går ned i jorden i stedet for at synke ned i benet. Derudover indebærer det lange håndtag ikke bøjninger og endeknopper. På grund af den tilstrækkelige længde holdes håndtaget så perfekt i hænderne og glider ikke ud. Men til tømrer- og snedkermodeller bruges der tværtimod kun korte buede håndtag. De forenkler arbejdet betydeligt og tillader ikke værktøjet at glide ud af dine hænder.

Udover hårde træsorter som æble, pære, birk og elm er asp et godt materiale til skaftet. Aspenhåndtag letter vægten af produktet betydeligt, det vigtigste er at vælge det rigtige træ og tørre det godt. Det anbefales kraftigt ikke at bruge eg med mahogni til håndtag: sydlige arter opfører sig ustabilt i et hårdt klima og brister ofte i kulden.

- Øje er et specielt hul, hvori håndtaget sættes ind. Fastgørelsen af en økse til et økseskaft kan udføres ved hjælp af fem kiler eller ved omvendt indsættelse. I det første tilfælde er kilerne belagt med epoxyharpikser, drevet ind i øjet tæt på øksen og hældes desuden med harpiks ovenfra. Denne metode er den enkleste, men med tiden er der risiko for at miste øksen, når man svinger.

Den anden metode er mere pålidelig, og øksen vil under ingen omstændigheder flyve af håndtaget. For at gøre dette fjernes lidt metal fra øjet, hvilket giver det form som en kegle. Derefter tager de et birkeemne, som har en fortykkelse for enden, og sætter en økse på ved hjælp af omvendt trykmetode, så der kommer mindst 5 cm af øksen ud af øjet ovenfra. Derefter snoes kiler ind i øjet nedefra og belægges med harpiks.En økse, der er fastgjort til skaftet på denne måde, vil stå der i meget lang tid, og kan først flyve af, når birken begynder at rådne fra alderdom.

- Bagdel - den stumpe del af øksen modsat bladet, der ofte bruges til at slå søm. Normalt bliver det mere tyktflydende og tillader ikke metalspaltning, selv når man kører i dyvler.

- Skæg - et figureret bladfremspring, som ikke er til stede på alle smedede modeller. Grundlæggende er den udstyret med jagt (taiga) modeller, der bruges til slagtning af dyrekroppe og nogle gange turistøkser.

Visninger
I alt er der fem varianter af smedede økser, som hver har sin egen struktur og specialisering.
- Tømrer modeller tilhører den letteste kategori af økser og vejer fra 600 til 900 gram. Produkter er normalt udstyret med en lige skærkant og skærpes i en vinkel på 20 grader. Værktøjet er beregnet til brug i et sommerhus eller på et værksted, da det er den billigste type.

- Tømrer økser er mere massive end tømrerarbejde og vejer 1-1,5 kg. Et karakteristisk træk ved sådanne modeller er en afrundet skærkant, som er nødvendig for at arbejde med en log. Forresten blev gamle hytter, bygget uden et enkelt søm, skåret ved hjælp af netop sådanne modeller. Knivene på snedkerøkser er slebet i en vinkel på 30 grader, hvilket forhindrer dem i at sætte sig fast i træet og gør det nemt at komme ud selv fra dybe og smalle sprækker.

- Taiga eller jagtøkse kommer ganske sjældent til salg, hovedsagelig lavet i smede på individuel bestilling. Vægten af en jagtmodel er normalt 600-800 g, hvilket giver dig mulighed for nemt at bære den gennem skoven og udføre mange operationer med den. Taigaen adskiller sig fra andre typer værktøj, for eksempel fra en tømrerøkse, ved en afrundet, ikke særlig lang klinge. Takket være det smalle blad er øksen i stand til at trænge dybt ind i skoven til stor dybde og hurtigt hugge træer.

Så med samme indsats vil en tømrerøkse med sin lige og flade klinge gå ind i træet med 4 cm, mens indgangsdybden for en jagtmodel vil være 8 centimeter. Dette giver mulighed for, under samme forhold og fysiske omkostninger, at fælde et træ 2 gange hurtigere. Derudover er jagtmodeller udstyret med en fipskæg, som beskytter håndtaget mod brud under kraftige slag udført på tværs af træfibrene. Taiga-modeller adskiller sig også ved, at den forreste ende af bladet er bredere end den bagerste, hvilket gør det muligt at bruge øksen som en kløver.

- Kløver beregnet til kløvning af brænde, er der to typer: "jern" og "slædehammer". Den første har et uhøjtideligt design, præsenteret i form af en kileformet økse og et lige håndtag. Den anden er kendetegnet ved en mere buet økse og et smalt blad. For en kløver er de vigtigste egenskaber hovedets vægt og metallets sejhed. Han har ikke brug for en særlig skarphed af klingen, hvorfor han ikke har brug for regelmæssig slibning. Kløvens numse er tilpasset til at slå en slædehammer, og derfor bruges temmelig blødt stål til fremstillingen. Øksens vægt varierer fra 800 til 1200 g, hvilket er ganske nok til at flække en træstamme.

- Solid smedet økse af slagteren beregnet til opskæring af slagtekroppe af forskellig størrelse, samt til opskæring af ben og frosset kød. Det korte håndtag, normalt ikke mere end 50 cm, har en buet form for et behageligt og sikkert greb. Klingens længde varierer alt efter model og når ofte op på 30 cm.Vægten af produkterne varierer også, og for nogle håndlavede værktøj kan den nå op til 4,6 kg. Hårdheden af kødaksernes metal svarer til RK 57-58HRC-mærkningen.

Hvordan skelner man fra cast?
At skelne ægte smedet stål fra et støbt produkt er ret simpelt.For at gøre dette er det nok at banke på øksen med en tynd metalgenstand, for eksempel en lang søm: et ægte smedet produkt vil ringe i lang tid, og lyden vil ligne ringningen af en bronzeklokke. Lyden fra neglens påvirkning på det støbte produkt vil være kedelig og kort. En anden forskel mellem smedning og støbning er tilstedeværelsen af et stempel. Næsten alle smedede modeller er mærkevarer, mens der ikke er noget stempel på støbte produkter. Desuden viser støbte økser ofte en karakteristisk støbesøm.


Finesser af valg
At købe en smedet økse skal have en overbevisende begrundelse. Dette skyldes det faktum, at omkostningerne ved sådanne modeller er flere gange højere end prisen på stemplede og støbte økser, derfor er det til sjælden brug bedre at købe en simpel model. Den eneste undtagelse er kløven, som altid skal smedes. Når du vælger en økse, skal du være opmærksom på tilstedeværelsen af et stigma og stålkvalitet samt inspicere kanten af bladet: den skal være helt flad uden grater og spåner. Den bedste mulighed er at bestille en økse fra en smed, men hvis dette ikke er muligt, så kan du som et alternativ købe en Ural-økse produceret af Izhstal - TNP. Virksomheden producerer produkter af ret høj kvalitet, og den stabile efterspørgsel efter det bekræfter dette.

For information om, hvordan man skelner en smedet økse fra en støbt, se den næste video.
































































Kommentaren blev sendt.