Karakteristika, varianter og anvendelser af blindnitter

Blindnitter er et ret almindeligt fastgørelsesmateriale og er meget udbredt i mange områder af menneskelig aktivitet. Detaljer har erstattet forældede nittemetoder og er blevet en del af hverdagen.
Aftale
Blindnitter bruges til at forbinde plademateriale og kræver kun adgang til arbejdsfladen fra den ene side. Dette er en af deres vigtigste forskelle fra traditionelle "hammer" modeller. Installation af nitter udføres i et boret hul ved hjælp af et specialværktøj, som enten kan være manuelt eller pneumo-elektrisk. Forbindelser lavet med blindnitter er meget stærke og holdbare. Derudover er delene nemme at installere og er meget modstandsdygtige over for aggressive kemikalier, høje temperaturer og luftfugtighed.


På grund af deres alsidighed og pålidelighed er anvendelsesområdet for blindnitter ret omfattende. Dele bruges aktivt i skibsbygning, fly- og maskinteknik, tekstilindustri og byggeri. Ved arbejde på farlige genstande fungerer nitter som et alternativ til svejsesamlinger. Derudover bruges nitter i vid udstrækning til reparation af dele og mekanismer på svært tilgængelige steder og på brandfarlige anlæg. Ud over at samle elementer lavet af jernholdige og ikke-jernholdige metaller, er blindnitter i stand til at forbinde plast og tekstiler i enhver kombination. Dette giver dem mulighed for i vid udstrækning at blive brugt i elektrisk arbejde og aktivt brugt til fremstilling af tøj, tekstilforbrugsvarer og tanke.



Fordele og ulemper
Stor forbrugerefterspørgsel efter blindnitter skyldes en række ubestridelige fordele ved denne hardware.
- Den lette installation skyldes behovet for kun at få adgang til forbindelsen fra forsiden. Dette adskiller disse hardware gunstigt fra gevindmøtrikker, til installationen af hvilke der kræves adgang fra begge sider. Derudover har gevindbefæstelser en tendens til at løsne sig og løsne sig over tid.
- De lave omkostninger ved blindnitter gør det muligt at danne en pålidelig og holdbar fastgørelse uden at spare på materialet.


- Et bredt udvalg af standardstørrelser letter i høj grad valget af fastgørelseselementer.
- Evnen til at forbinde materialer med forskellig struktur og egenskaber udvider omfanget af hardware betydeligt.
- Høj styrke og holdbarhed af forbindelsen. Med forbehold for reglerne for installation og omhyggelig betjening er nitternes levetid ens, og nogle gange endda overstiger levetiden for de fastgjorte dele.
Ulemperne omfatter behovet for forboring, ikke-adskillelig forbindelse og anvendelse af betydelig indsats ved håndnitning. Derudover er modellerne til engangsbrug og kan ikke genbruges.
Fremstillingsmaterialer
En lang række materialer bruges som råmateriale til blindnitter. Dette tillader brugen af hardware i næsten alle typer reparations- og byggearbejder. Til fremstilling af nitter bruges en række materialer, som hver har sine egne styrker og svagheder og bestemmer installationsstedet for fremtidige produkter.


Aluminium
Dens anodiseret eller lakeret modifikation bruges ofte. Aluminiumsnitter er lette og lave omkostninger, men med hensyn til styrke er de noget ringere end stålmodeller. Produkter bruges til limning af letmetaller, plast og er meget udbredt inden for elektroteknik.
Rustfrit stål
Bruges også i flere modifikationer. Så klasse A-2 betragtes som en af de mest modstandsdygtige over for rust og bruges til montering af dele, når du udfører udendørs arbejde. Mens A-4 ikke har sin side i syrebestandighed og er meget udbredt i kemiske industrier.




Cink stål
Besidder høje anti-korrosionsegenskaber og giver en pålidelig forbindelse. Men hvis et af de tilsluttede elementer er mobilt, slides de galvaniserede dele hurtigt.
Kobberlegeringer
De er meget udbredt i produktionen af nitter. Den mest populære er Monel, en legering bestående af 30 % kobber og 70 % nikkel. Nogle gange bruges bronze som stang i kobbermodeller. Ulempen ved kobberelementer er deres høje omkostninger og risikoen for en grøn belægning under oxidation.




Polyamid
De bruges til fremstilling af nitter, der bruges i let industri og til syning af tøj. Materialet er ikke specielt holdbart, men det kan males i enhver farve og ser godt ud på produkter.
Optimalt set bør alle nitteelementer være lavet af samme materiale. Ellers øges risikoen for galvaniske processer, hvor det mere aktive metal ødelægger det svagere. Princippet om kompatibilitet skal også følges ved valg af hardware til visse materialer. For eksempel er en binding af kobber og aluminium ekstremt uønsket, mens kobber opfører sig ret venligt med andre metaller.



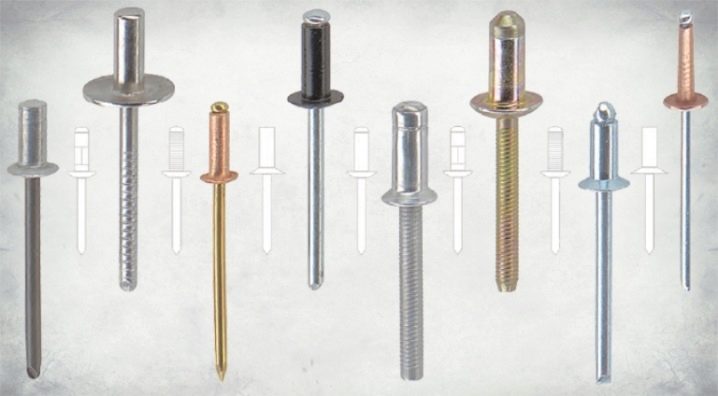
Visninger
Hardwaretypen vælges i overensstemmelse med kravene til forbindelsen. På grund af det faktum, at det moderne marked for fastgørelsesmidler præsenterer en bred vifte af blindnitter, vil det ikke være svært at vælge det rigtige element. Afhængigt af ydeevneegenskaberne er hardwaren opdelt i flere typer.
- Kombinerede modeller betragtes som den mest almindelige art. Hardware er i stand til at give en permanent forbindelse af særligt hårde dele, der er udsat for mekaniske, vægt- og vibrationsbelastninger.



- Forseglede modeller har en ret snæver specialisering og er meget udbredt i skibsbygningsindustrien. Et træk ved designet af blinde modeller er den forseglede ende af stangen. Produkterne kan være lavet af rustfrit stål, kobber og aluminium.
- Multiklemme modeller har flere nitesektioner og installeres i bevægelige strukturer, hvis det er nødvendigt at forbinde tre eller flere elementer. En sådan sektion er placeret mellem to tilstødende elementer, og installationen udføres ved hjælp af en pneumatisk pistol.



Ud over traditionelle modeller er der forstærkede nittemuligheder, i hvilken fremstilling der anvendes et stærkere materiale med tykkere vægge.
Typiske dimensioner
Ifølge GOST 10299 80 er formen, dimensionerne og diametrene af hovederne og skafterne af blindnitter strengt reguleret. Dette giver dig mulighed for at systematisere brugen af hardware samt at forenkle beregningen af parametrene for dele og nøjagtigt bestemme deres antal. Tilslutningens pålidelighed og holdbarhed afhænger af, hvor korrekte beregningerne er. En af hovedparametrene for nitter er deres længde, som kan beregnes ved hjælp af følgende formel: L = S + 1,2d, hvor S er summen af tykkelsen af de elementer, der skal sammenføjes, d er nitdiameteren, og L er den nødvendige længde af hardwaren.



Nittediameteren er valgt 0,1-0,2 mm mindre end det borede hul. Dette gør det muligt at placere delen frit i hullet og, efter at have justeret sin position, nittes. Typiske blindnitdiametre er 6, 6,4, 5, 4,8, 4, 3,2, 3 og 2,4 mm.Nitternes længde varierer fra 6 til 45 mm, hvilket er ganske nok til sammenføjning af materialer med en samlet tykkelse på 1,3 til 17,3 mm.
Design og funktionsprincip
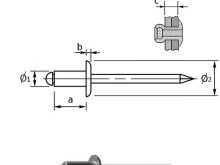
Blindnitter er produceret i nøje overensstemmelse med DIN7337 standarden og er reguleret af GOST R ICO 15973. Strukturelt er delene sammensat af to elementer: en krop og en stang. Kroppen består af et hoved, en ærme, en cylinder og betragtes som hovedelementet i nitten, som udfører fastgørelsesfunktionen. For noget hardware er den cylindriske base tæt forseglet. Kroppens hoved kan udstyres med en høj, bred eller hemmelig side.


De to første giver den mest pålidelige forbindelse, men de vil være tydeligt synlige fra forsiden. Hemmeligheden er ikke kendetegnet ved så høje pålidelighedsrater som høj og bred, men den er også meget brugt i konstruktion og reparation. Dette skyldes, at højden af hovedet på den forsænkede side ikke overstiger 1 mm, hvilket gør hardwaren næsten usynlig på de overflader, der skal fastgøres. Stangen (kernen) er en lige så vigtig del af nitten og ligner et søm. På den øverste del af elementet er der et hoved og en holder med en adskillelseszone placeret mellem dem, langs hvilken stangen brækker af under installationen.


Blindnitter fås i forskellige størrelser. Den numeriske værdi af hardwaremærkningen betyder cylinderens diameter og dens længde. Derfor er dens dimensioner afgørende, når du vælger fastgørelseselementer. Begge værdier er angivet med tegnet "x", og foran dem er det skrevet af hvilken legering cylinderen er lavet. Så markering af AlMg 2.5 4x8 betyder, at hardwaren er lavet af magnesium-aluminiumslegering, cylinderens ydre diameter er 4 mm, og længden er 8 mm. Nitteskaftet er lavet af stål og bruges til nitning af samlingen, under monteringen trækkes det ud og brækkes af med en pneumatisk nitte eller en tang.


Blindnitten fungerer ganske enkelt: hardware indsættes i det gennemgående hul, forboret i begge plader. Derefter hviler svampene på den pneumatiske pistol mod siden af nitten, klemmer stangen og begynder at trække den gennem kroppen. I dette tilfælde deformerer stanghovedet kroppen og strammer de materialer, der skal sammenføjes. I det øjeblik den maksimale tilspændingsværdi nås, brækker stangen af og fjernes. Produktet kan bruges umiddelbart efter installation.
Montering
Installation af blindnitter er så let, at det ikke er svært selv for begyndere.

En forudsætning for installation er kun tilgængeligheden af et nitteværktøj og overholdelse af arbejdssekvensen.
- Det første skridt vil være at markere forsiden af toppen af de dele, der skal sammenføjes. Afstanden mellem to tilstødende nitter bør ikke være mindre end fem diametre af deres hoveder.
- Hullerne skal bores med et lille tillæg.
- Afgratning udføres på begge sider af hver del. Hvis adgangen til den lukkede side er begrænset, er afgratning på den lukkede side ubetydelig.


- Monteringen af blindnitten skal ske på en sådan måde, at skaftet er på forsiden.
- At gribe stangen med en nitte og arbejde med en pneumatisk pistol skal udføres jævnt og med tilstrækkelig kraft på samme tid.
- Den resterende del af stangen skæres om nødvendigt af eller skæres af med nipper. I tilfælde af et unøjagtigt udført brud på stangen er det tilladt at file hovedet med en fil.
Nyttige tips
Ud over den generelle algoritme til at udføre arbejde har hvert enkelt materiale sine egne små finesser af installation. Så når du forbinder materialer af forskellig tykkelse, skal nitten installeres fra den tynde side. Dette vil tillade det omvendte hoved at danne en tykkere udfladning og forbedre pålideligheden af forbindelsen. I mangel af muligheden for et sådant arrangement på siden af et tyndt materiale, kan du sætte en skive med den nødvendige diameter.En sådan pakning vil ikke tillade et tyndt lag at blive skubbet igennem og vil ikke tillade overfladen at deformere.


Ved sammenføjning af hårde og bløde materialer anbefales det at bruge beslag med høj sidem, mens det omvendte hoved er bedre placeret på siden af det faste materiale. Hvis dette ikke er muligt, kan du fra siden af det bløde lag sætte en spændeskive eller bruge en kronbladsnitter. Det er bedre at forbinde skrøbelige og tynde dele med plastikblindnitter eller bruge afstandsstykker og kronbladsmuligheder. For at opnå en glat overflade på begge sider anbefales det at bruge nitter udstyret med forsænkede hoveder på begge sider.


For at danne en forseglet vandtæt forbindelse er det nødvendigt at bruge lukket "blind" hardware, der effektivt kan forhindre indtrængning af støv og forhindre indtrængen af vand og dampe. Når du installerer en nitte på et svært tilgængeligt sted, sammen med en nittepistol, er det nødvendigt at bruge ekstra udstyr i form af forlængerdyser for at hjælpe med at komme til stangen.

Derudover skal man, når man installerer hardware, huske på, at afstanden fra elementets akse til kanten af de dele, der skal forbindes, skal være større end eller lig med to diametre af hovedet. Tilslutningen af løse materialer skal ledsages af installationen af en ekstra muffe, hvori nitten vil blive installeret. Ved sammenføjning af rør med flade overflader anbefales det ikke at føre hardware gennem røret. Forbindelsen bliver stærkere, hvis kun den ene side af røret er involveret i dockingen.


Således er blindnitter et universelt fastgørelseselement. De giver dig mulighed for at danne en stærk og pålidelig forbindelse i svært tilgængelige områder. Desuden binder delene nemt overflader med begrænset adgang fra bagsiden.
En detaljeret historie om brugen af blindnitter er i videoen nedenfor.













Kommentaren blev sendt.